《 マンドリン / サイドとブロック 》
◆ ボディ用のモールド作成 |
||
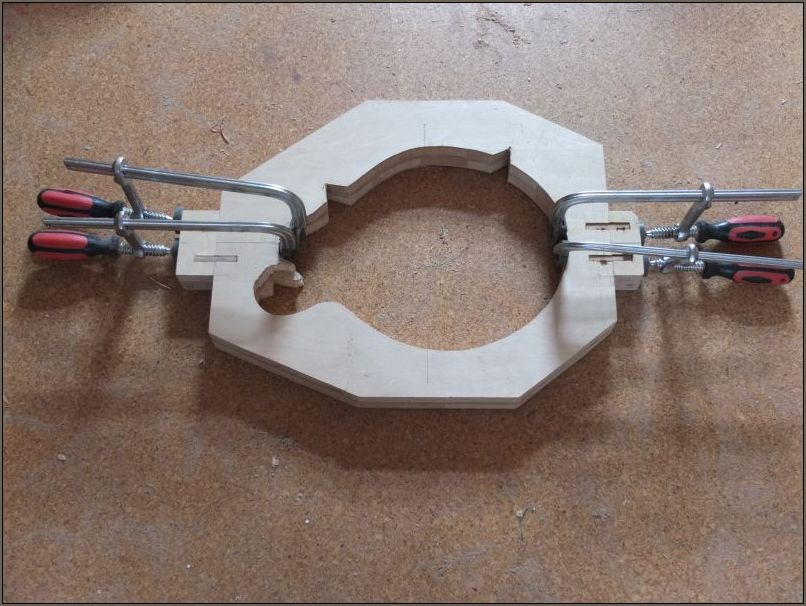 |
結局、新たなモールドを製作しました。理由は幅35ミリの側板をカバー出来る42ミリ厚の方がしっかりと固定できるということです。 |
|
 |
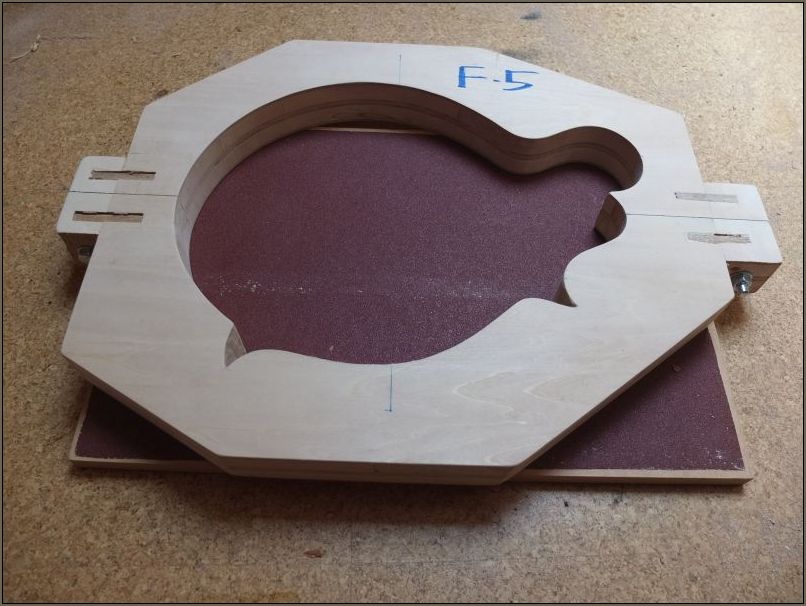
←接着後、スピンドルサンダーで内側を丁寧に研磨していきます。中央のサンドペーパー付スピンドルが上下しながら回転し直角の内面を作っていきます。 |
|
 |
 |
|
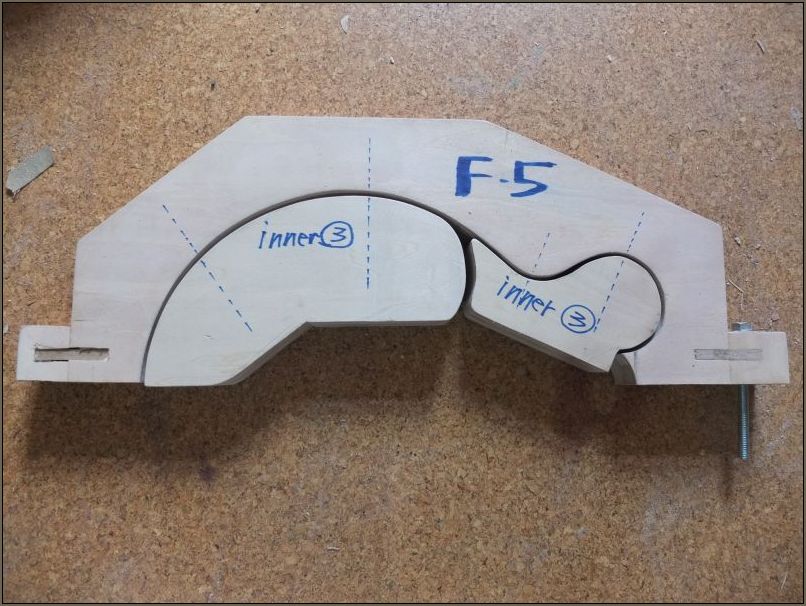 |
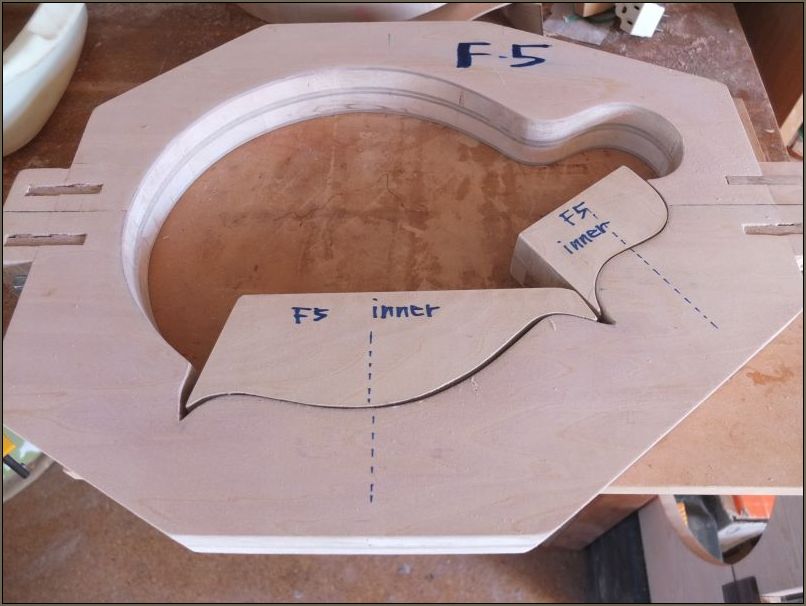
←最も長さのある3番リム専用のInnerブロック2種です。 |
|
◆ ブロック材加工 |
||
 |
ボディを形作る4種のブロックがあります。 |
|
 |
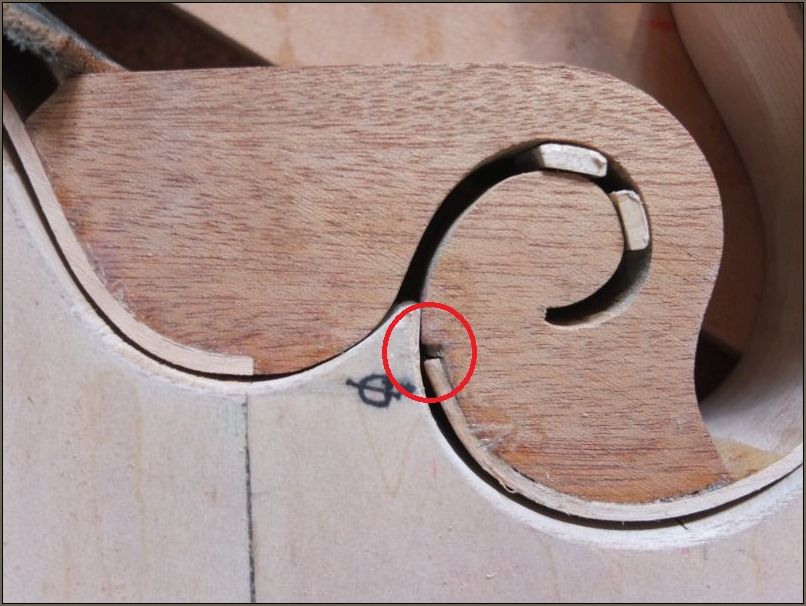
渦巻き(スクロール)ブロックはまずバンドソーでおよその形状をカットします。中央の切り込み加工や一部がサイド材を兼ねることから重要なブロックです。 | |
◆ サイド(リム)材のベンディング |
||
 |
写真のように複雑なリムとブロックで構成されています。もちろん正確な形状加工が求められることになります。 注)この章では側板の呼称を「サイド」ではなく「リム」に統一します。 |
|
 |
板材はメープル、1番リムが203ミリ、2番リム305ミリ、3番リムが712ミリの長さ、厚みは約2.2ミリです。 |
|
 |
リム材のベンディング作業に入る準備をしているところ。
|
|
 |
リム材の上に乗っているステンレス板はベンディング作業時に使用、板材全体に力が加わるので割れを防ぐのに効果ありです。(StewMc社製) | |
 |
←1番リムをモールド固定したところです。 |
|
 |
←左は出来上がった1番リムです。
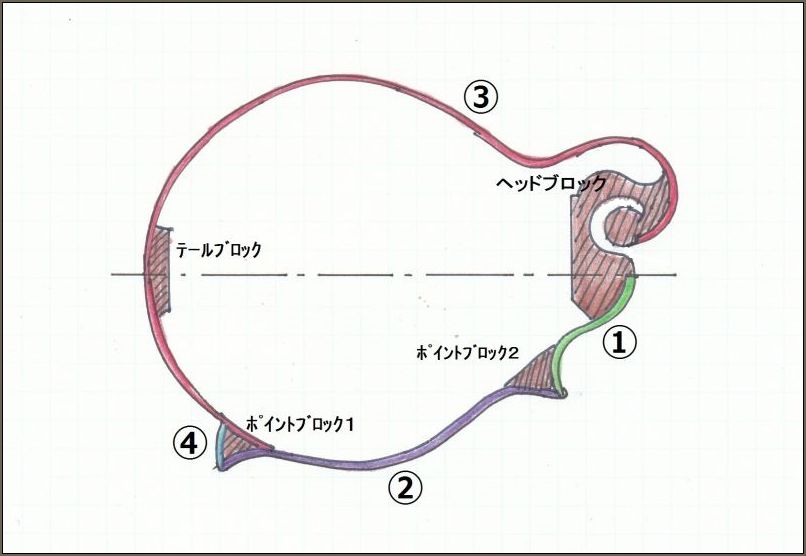
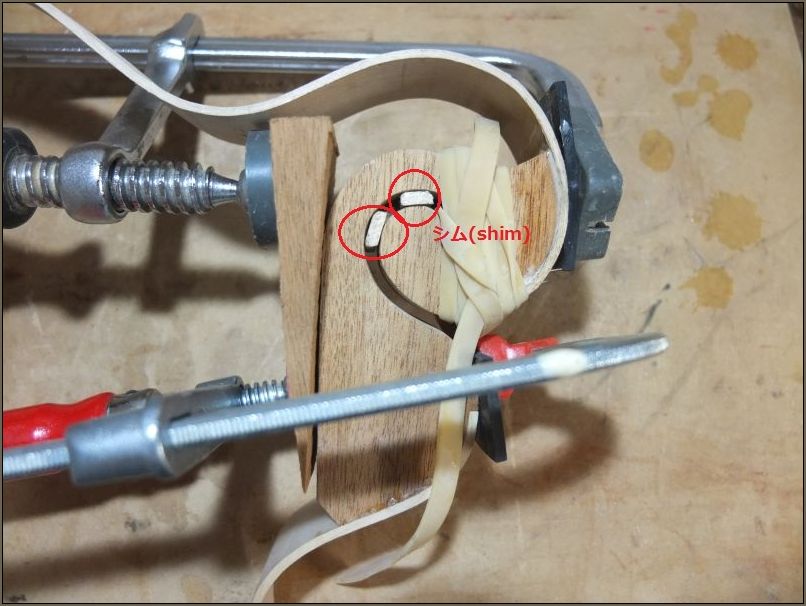
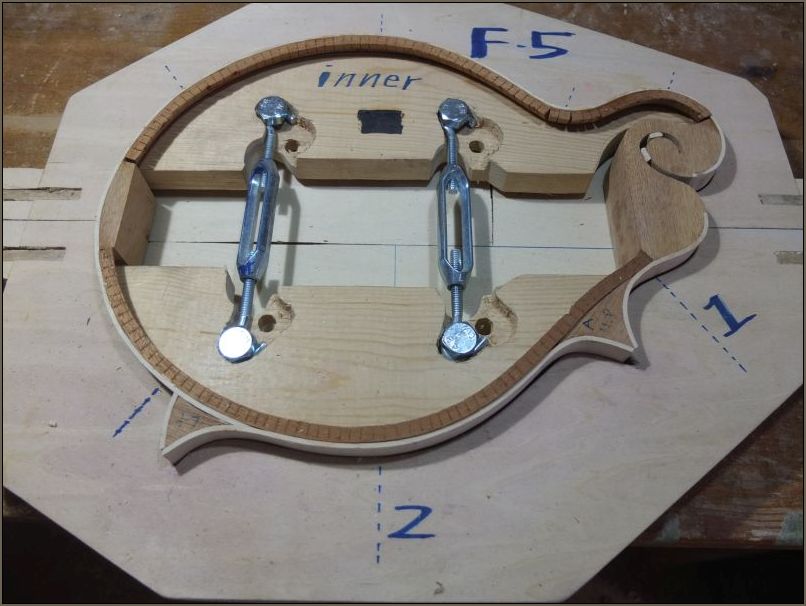
↓下の写真は2番リム、両端の固定がポイントゆえ急遽左側のインナーを作成、右側インナーは1番用を裏返して利用。 |
|
|
 |
|
|
←3番リムで使用するインナーモールド3種です。やはりこれぐらい準備しないとうまく固定できません。 |
|
◆ ブロックとリムの接着 |
||
 |
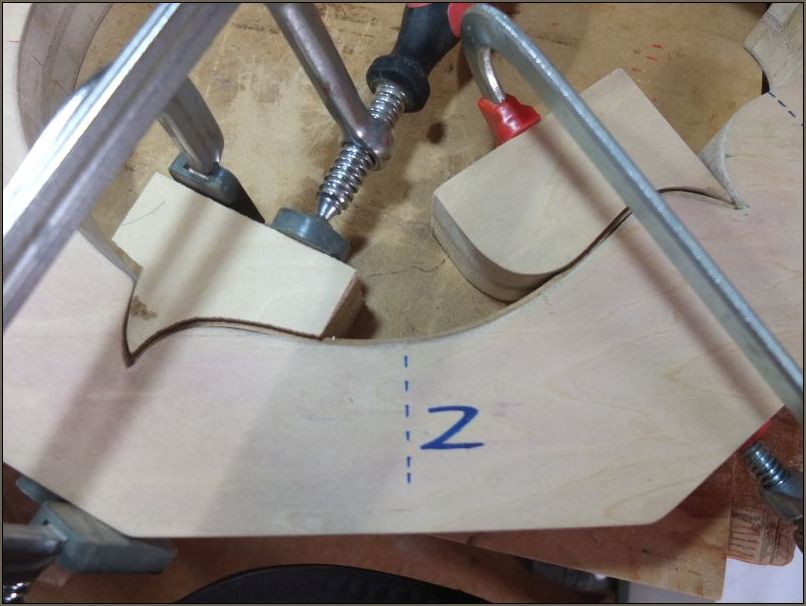
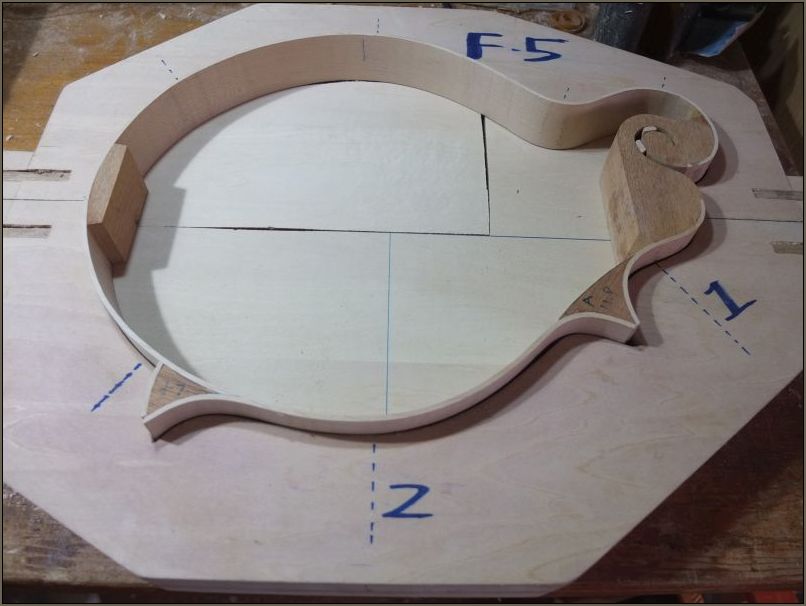
←4つのブロックを仮置きしてみました。 |
|
 |
 |
|
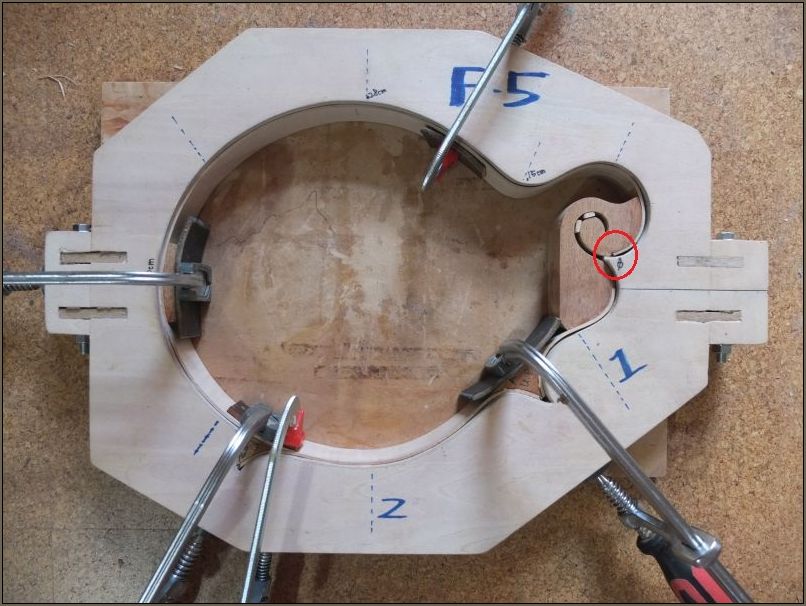 |
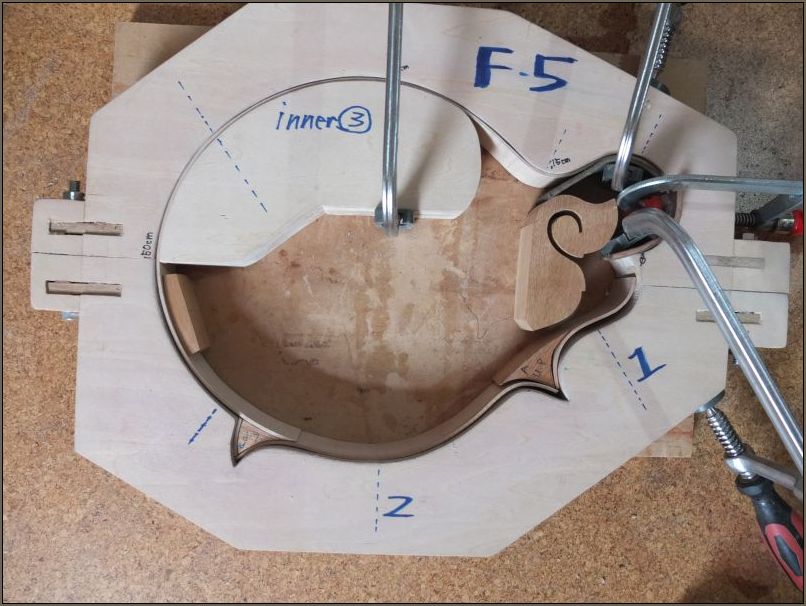
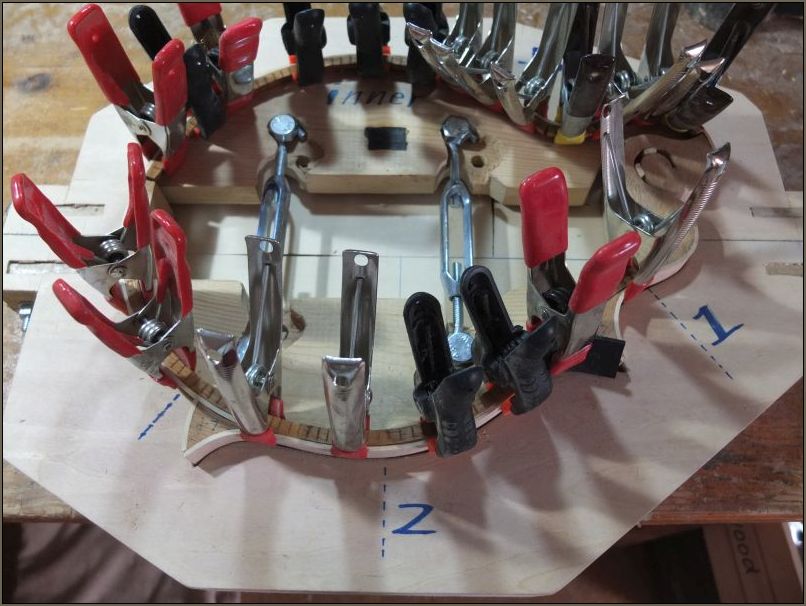
渦巻きブロックを接着したリムと残りのブロック、リムをモールドにセットし、クランプで接着固定している写真です。 |
|
 |
 |
|
◆ ライニング接着(トップ側) |
||
 |
←トップ側のライニングを先に取り付けます。 |
|
 |
←左側写真・・・・ブロック接着済みリムをセット |
|
 |
 |
|
 |
←接着後、クランプを取り除いたところ。 ライニングは幅、高さそれぞれ10ミリのほぼ3角の形状です。 |
|
 |
モールドから取り外したリムです。どうでしょうか? ここでボディ作業を一旦中断し「ネック」作業に移ります。 |
|
![]()
![]()