《 マンドリン / トップボードの削りだし 》
◆ 削り出し準備 |
||
 |
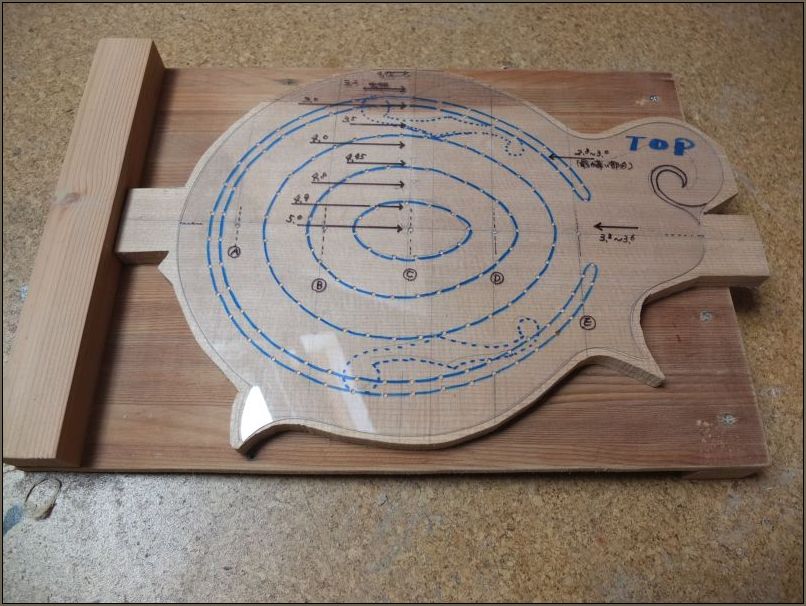
←トップボードを固定するため木版画などで使用する作業板を準備。 |
|
 |
 |
|
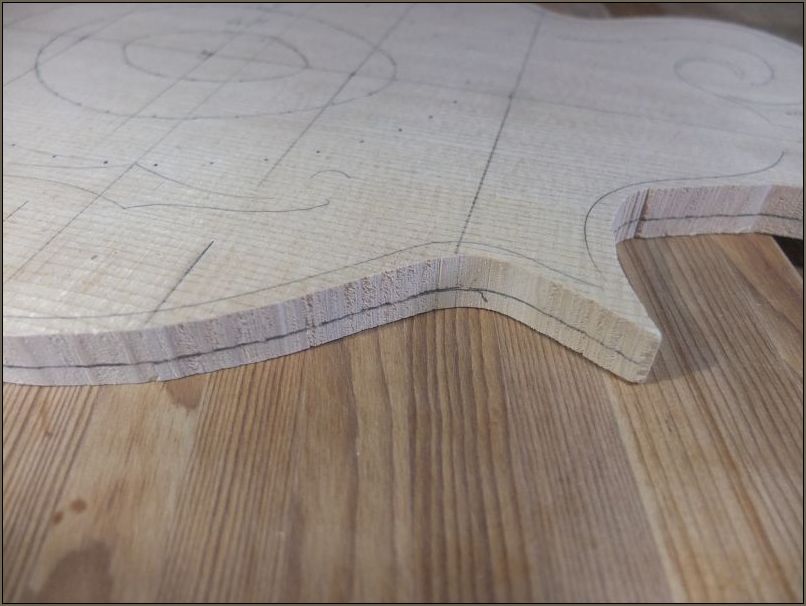 |
続いてボードの縁に5ミリの線を罫書きし、この線をターッゲトに削ります。ボードの端は渦巻き部分を除き5ミリ厚ということになります。 | |
 |
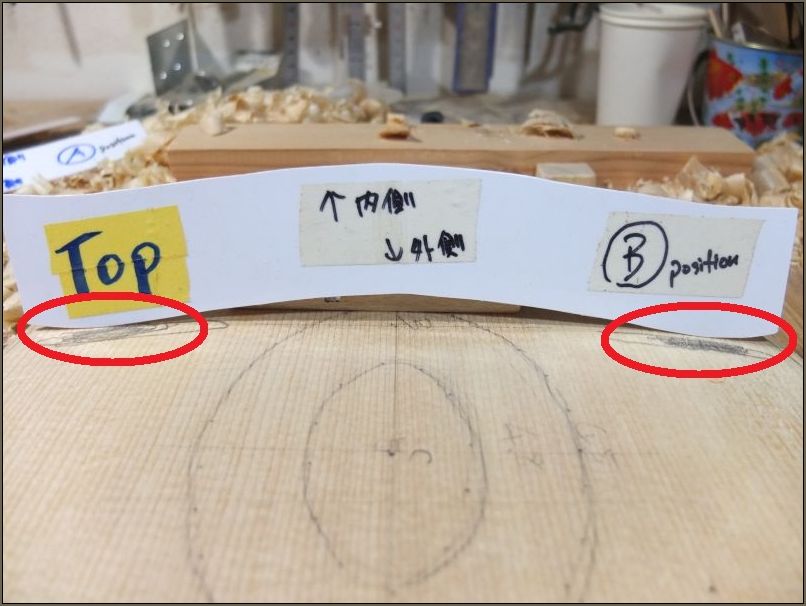
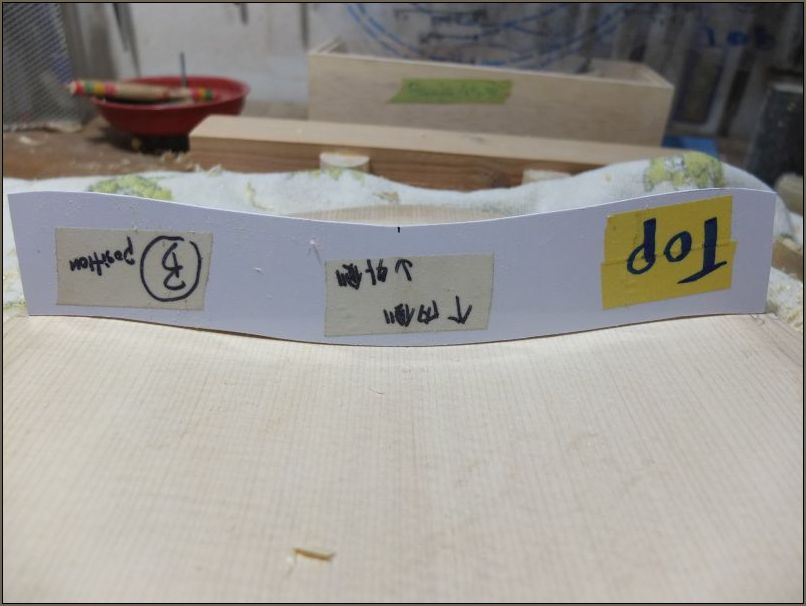
トップのアール形状を確認するテンプレート。下側がトップ外側、上側がトップ内側の形状になっています。 5か所でチェックします。 |
|
◆ 削り出し(外側) |
||
 |
まず「ノミ」でおおまかに削っていきます。 渦巻き部分は除いて作業します。 |
|
 |
「ノミ」に加え「カンナ」も使用して大胆に削っていきます。 | |
 |
この状態でトップ形状をチェックしたところ。写真のように両端部分が十分に削られていないことが判ります。 |
|
 |
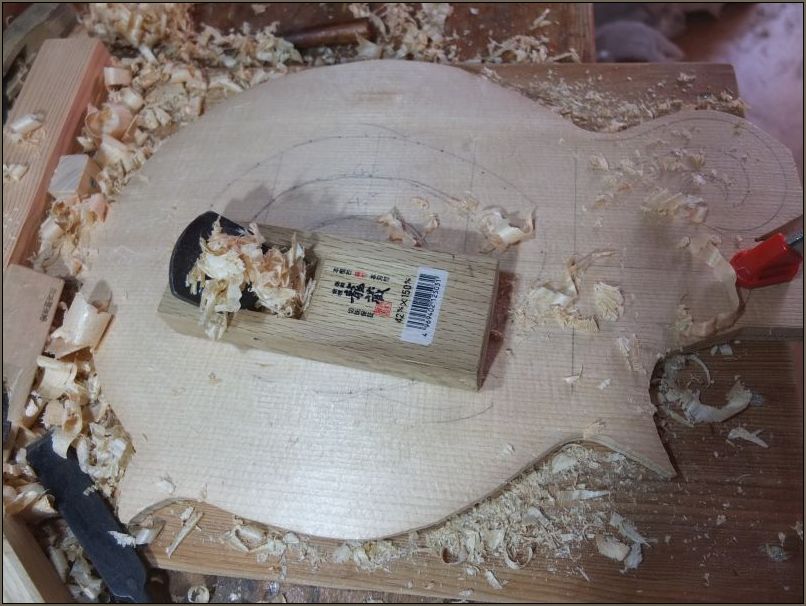
ここで登場するのが写真の豆カンナ。 両端部分のアールは凹んでいるためこのようなカンナが必要となります。 |
|
 |
←写真左・・・・・豆カンナは押して削ります。 ↙写真左下・・・テンプレート削り具合をチェック、不十分な個所を鉛筆でマークしていきます。 ↓写真下・・・・・鉛筆マークを削り落とした状態ですがまだ途中です。 |
|
 |
 |
|
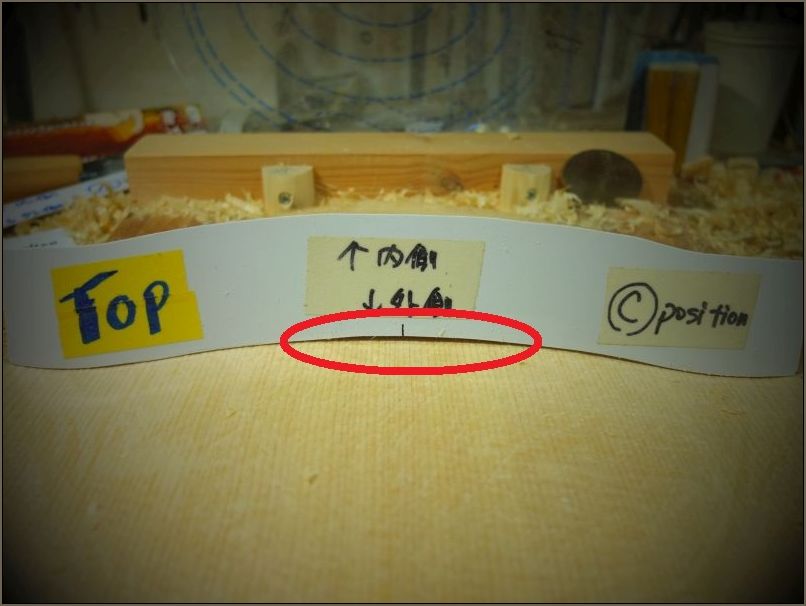 |
テンプレートでチェックしているところ。中央部分に隙間があるので、両端をさらに削っていきます。 | |
 |
さて次に渦巻き部分の加工にはいります。写真のように丸曲がり15㍉の彫刻刀を使用しボリュート部分をおおまかに加工しているところです。 | |
 |
豆カンナ(10ミリ)作業はこんな感じです。 | |
◆ ボリュート加工 |
||
 |
渦巻き部の荒加工が終わったタイミングで渦巻きに切り込みをいれます。 注)マニュアルではリムとボードを接着してから切り込みを入れる手順になっていますが、どのタイミングでこの切り込みを入れるのかは悩ましいところです。正確な罫書きが出来ていればそれぞれ別に作業するのが楽だと思います。 |
|
 |
バンドソーと糸鋸で切り込みを入れ終わったところ・・・ |
|
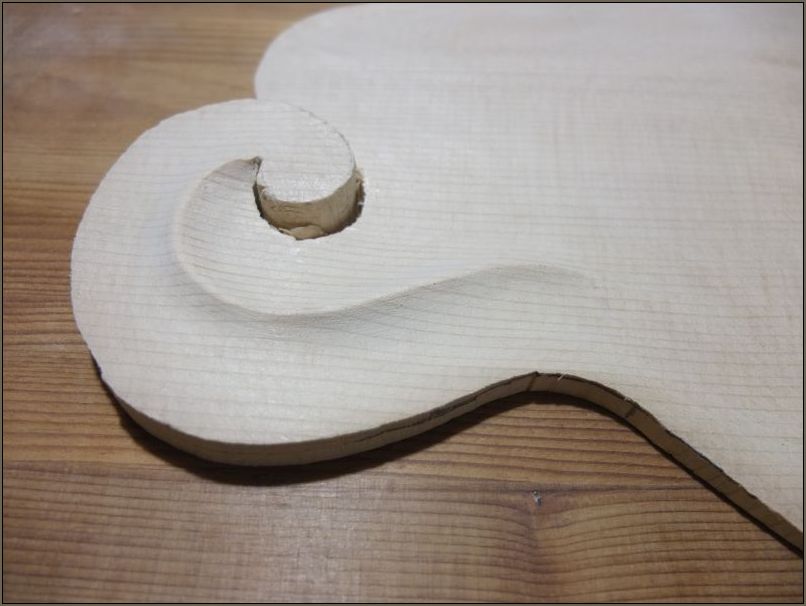 |
彫刻刀で削り、150番で研磨した渦巻き部分です。上の写真と比較すると違いがよくわかります。 | |
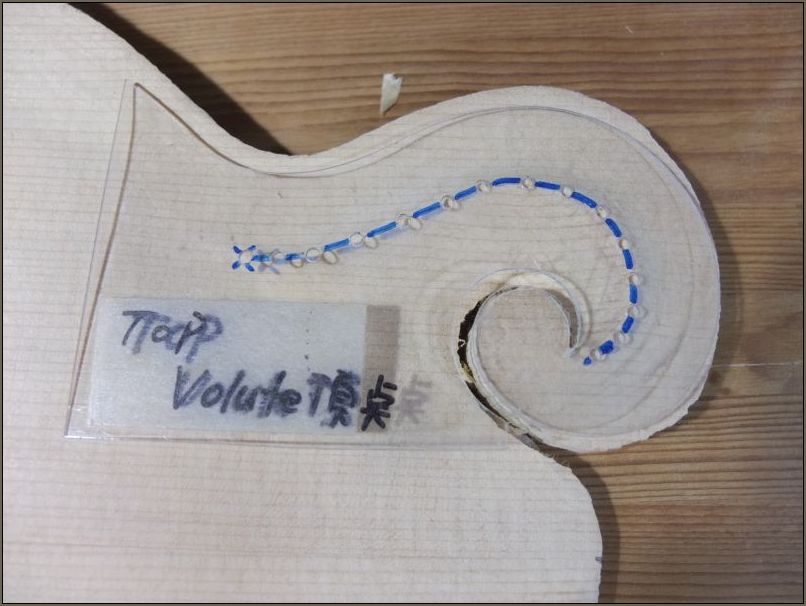 |
前後しますがボリュート位置の確認のため写真のテンプレートを適宜使用します。 | |
 |
ボリュート加工が終了し、全体を150番で研磨し終わったところです。外側加工はこれで一旦終了し内側加工に移ります。 | |
◆ 削り出し(内側) |
||
 |
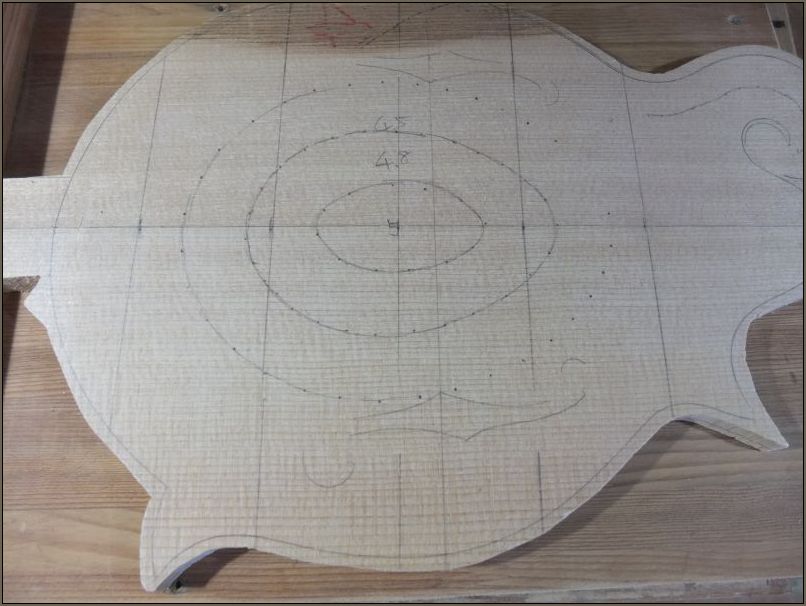
さて内側の加工です。まず加工の対象となる部分を確認するため、写真のようにライニング付きのリムにトップボードを重ね、その内側を鉛筆で罫書きます。 罫書き線の内側が加工対象部分になります。 |
|
 |
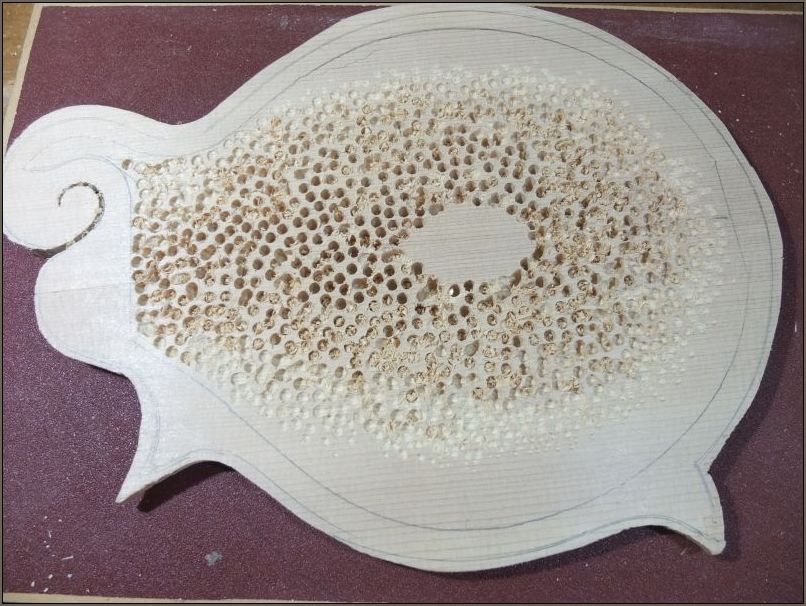
←まずボール盤で5ミリのマージンで粗削りします。そのためトップボードの位置を一定に保つ「先端を丸めた棒」を台座として固定。 ↓加工部分の穴あけ終了。中央部が未加工なのはドリルビットが中央まで届かないため・・ |
|
 |
 |
|
 |
←まずノミで粗削りしていきます。 ↙豆カンナが重宝します。 ↓粗削りが一段落したら写真のように厚みの等高線を罫書きし、厚み計測器(キャリパー)でチェックしながら削っていきます。 |
|
 |
 |
|
 |
←この程度で良しとします。 | |
 |
改めて「等高線」で厚みの変化を確認します。中央が5ミリ厚、最も薄い個所が端の部分です。なおリムとの接合部は5ミリ厚です。 | |
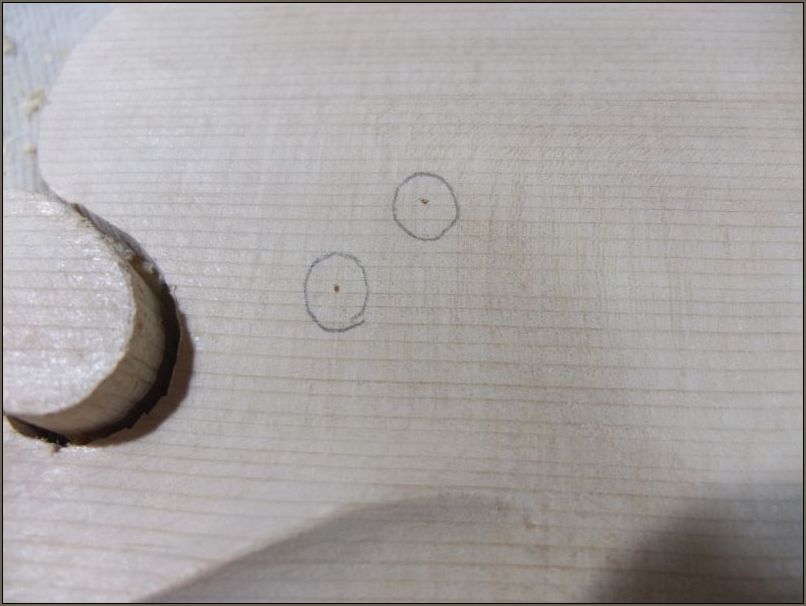 |
ところでこの「穴」なんだかわかりますか?
|
|
◆ fホール加工 |
||
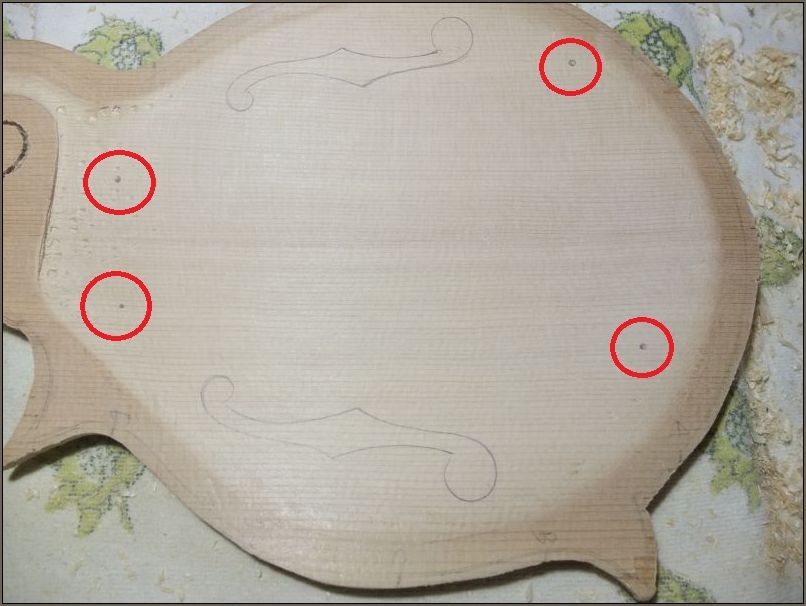 |
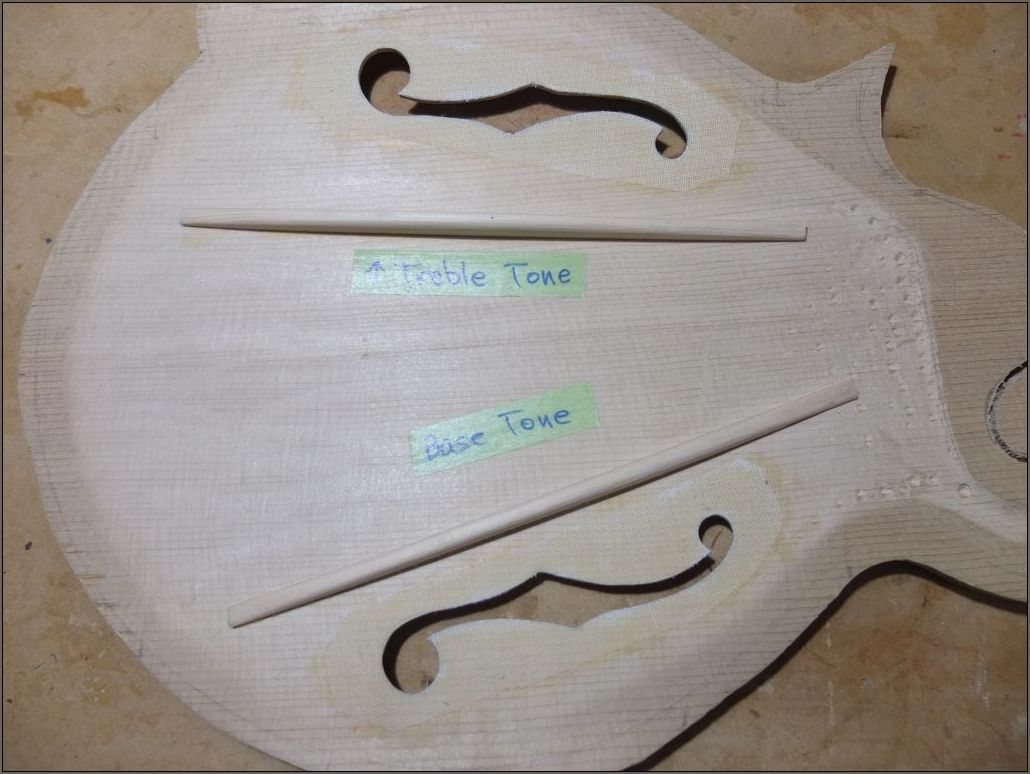
テンプレートに従い「fホール」を罫書きしました。 4つの赤丸はトーンバーの両端位置(後述) |
|
 |
写真のようにドリルで4か所に「穴」を開け、
次に電動糸鋸でカットしていくのが手順なのですが、電動糸鋸がこのタイミングで故障・・・・ fホール部分は厚さ3ミリと最も薄い部分故「割れ止め」として薄板、テープ、ガーゼ等を施しますが、今回はガーゼ処理をトーンバー接着後に行います。 |
|
 |
 |
|
◆ トーンバーの取り付け |
||
 |
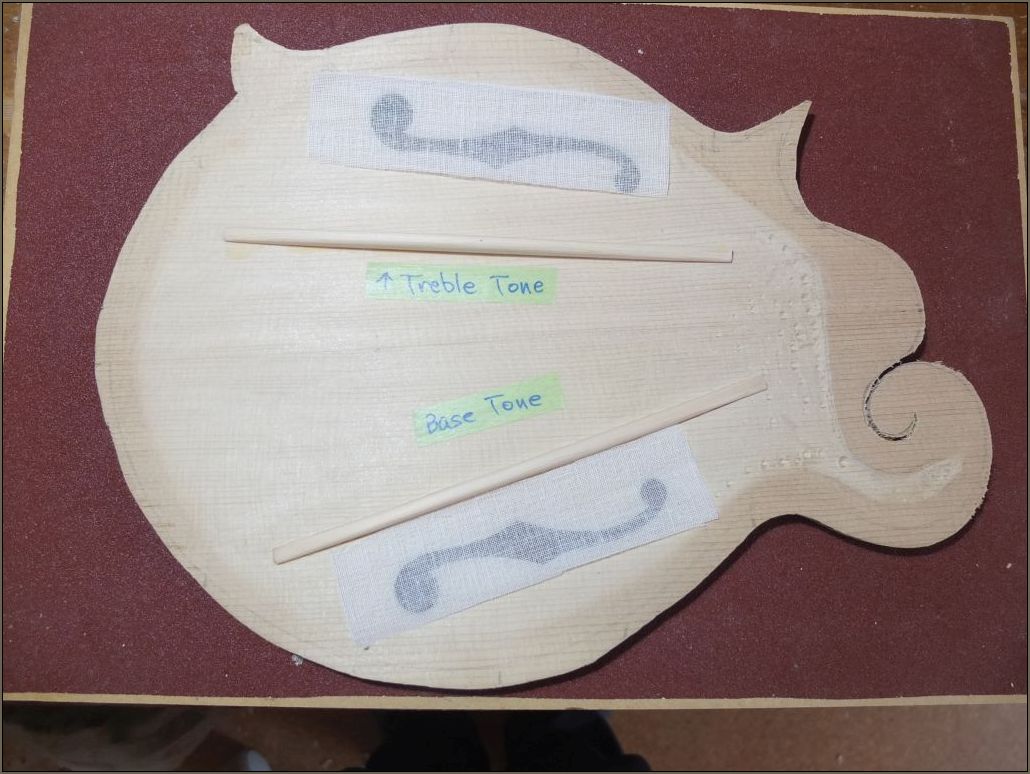
←次にトーンバーを取り付けます。 低音弦側と高音側の2種類、取り付け位置は非対称です。 材料は6ミリ厚のスプルースを使用。 |
|
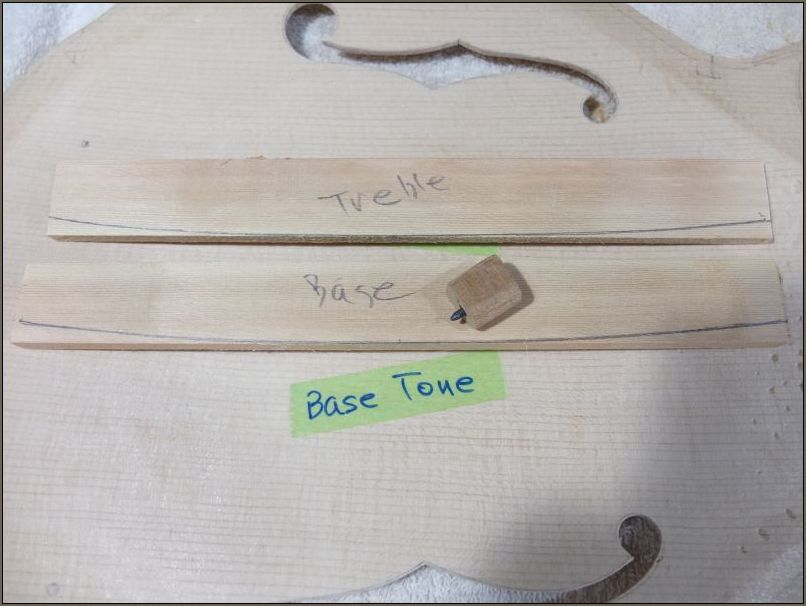 |
←接着するボードのアールをそれぞれ罫書きしました。罫書きには下の部分を丸く加工した手製の鉛筆(parallel marker)。 ↙接合面を確認してから |
|
 |
 |
|
 |
←接着後、トーンバーのシェップアップ。 | |
 |
←加工終了。この段階で「タップチューニング」というボードを叩くことでその響きや音階を確かめるという作業があります。軽やかな響きがあればOKとします。 | |
◆ fホールの割れ止め加工(補強) |
||
 |
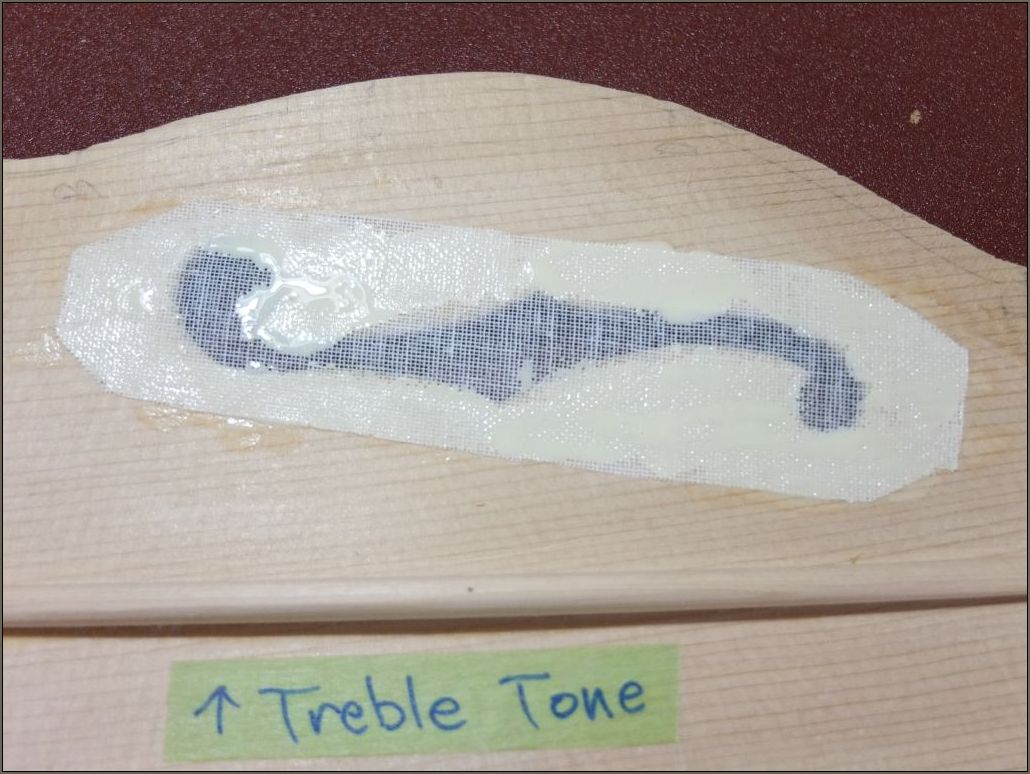
補強材として「ウクレレのつくり方読本」で使用している「寒冷紗」という本の背部分を補強するガーゼを利用します。 |
|
 |
 |
|
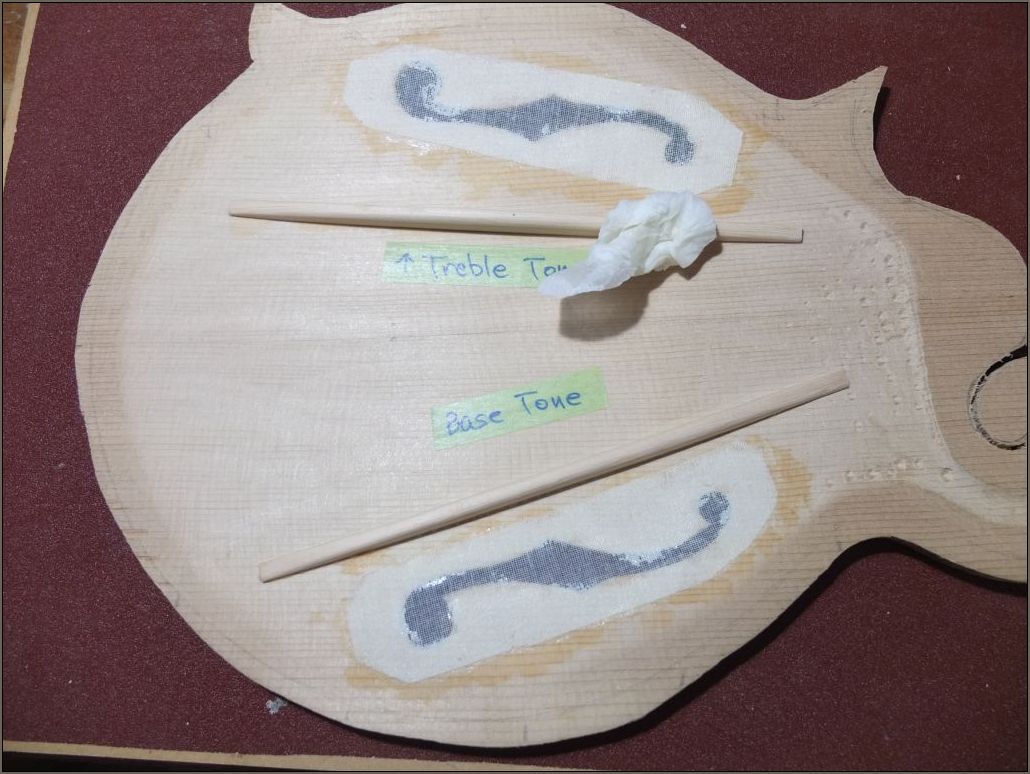 |
上の写真でわかるように塗られたタイトボンドは明らかに濃過ぎるので水をたっぷり湿らせたペーパータオルで薄めます。 | |
 |
←ボンドが乾きました。 ↙そしてカッターナイフでホール部分の寒冷紗を切り取ります。 ↓ホール部を丁寧にヤスリ掛けします。 |
|
 |
 |
|
 |
こんな感じになります。 次は硬いメープル材のバックボード加工です。 |
|
![]()
![]()