| e_mail | Home | about |
(左側) 材料は850×120×4ミリという長尺ローズウッド (左下、下側) 作業机に固定した90センチのボード上にサイド材をクランプ固定、カンナ掛けは上半分と下半分の2段階作業となります。 順目と逆目に注意しながらカンナ掛け、体力を要します。
カンナ掛けビフォーアフター、出荷時の製材は結構粗削りです。
カンナの刃も途中で砥ぎなおしが必要でした。
(左側) 厚みをスポットチェックしながらミニカンナとペーパー(#80、120)で作業 (左下) 最終的な全体の厚みチェックは各部をしならせることで均一な厚みが判断出来ます。 (下側) 作業終了、厚みは2ミリ強、恐らく場所により2.1~2.3程度のバラツキはあるはずですが誤差の範囲です。最後に#240で仕上げベンディングに備えます。
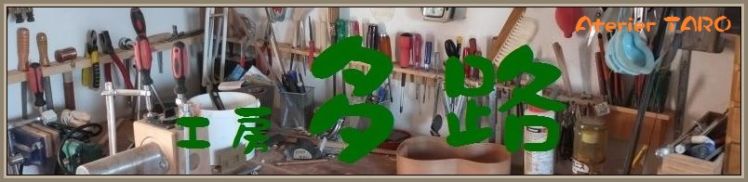
マホガニーのブロック材、木口面を上下に木取りします。ウクレレ製作では加工性事由で「木口面」を側面にしました。正しくは上側、下側を木口面とします。
(下の2枚) 鉛筆罫書後バンドソーでカット、基準面及び基準面から直角の面作りが重要です。
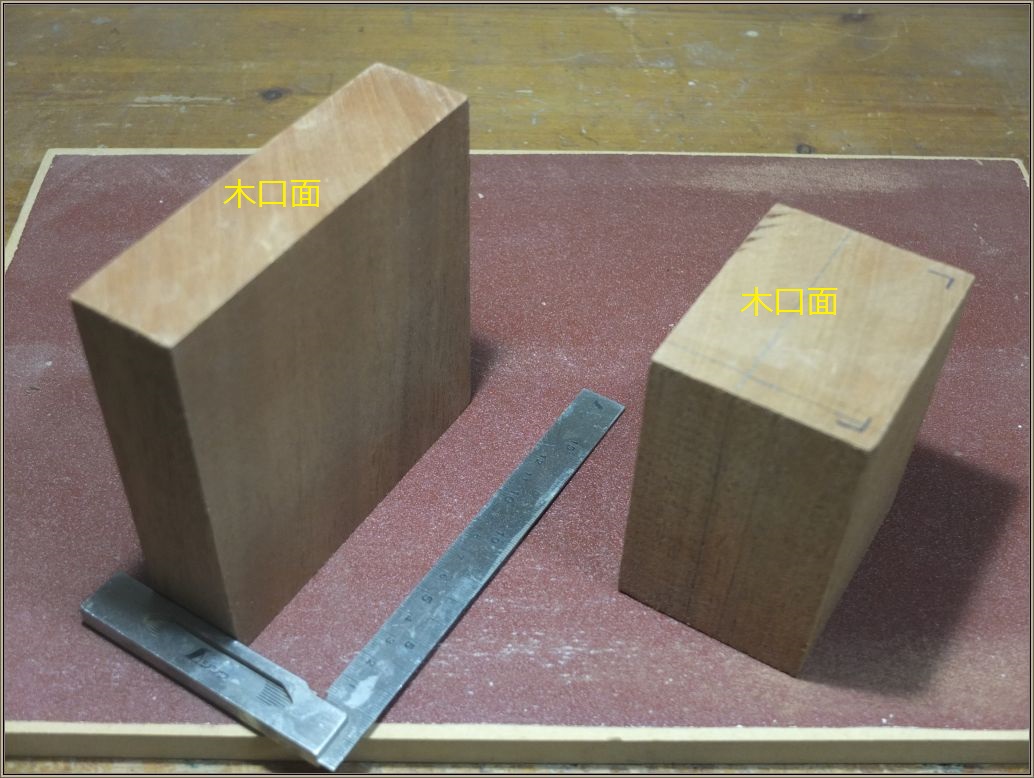
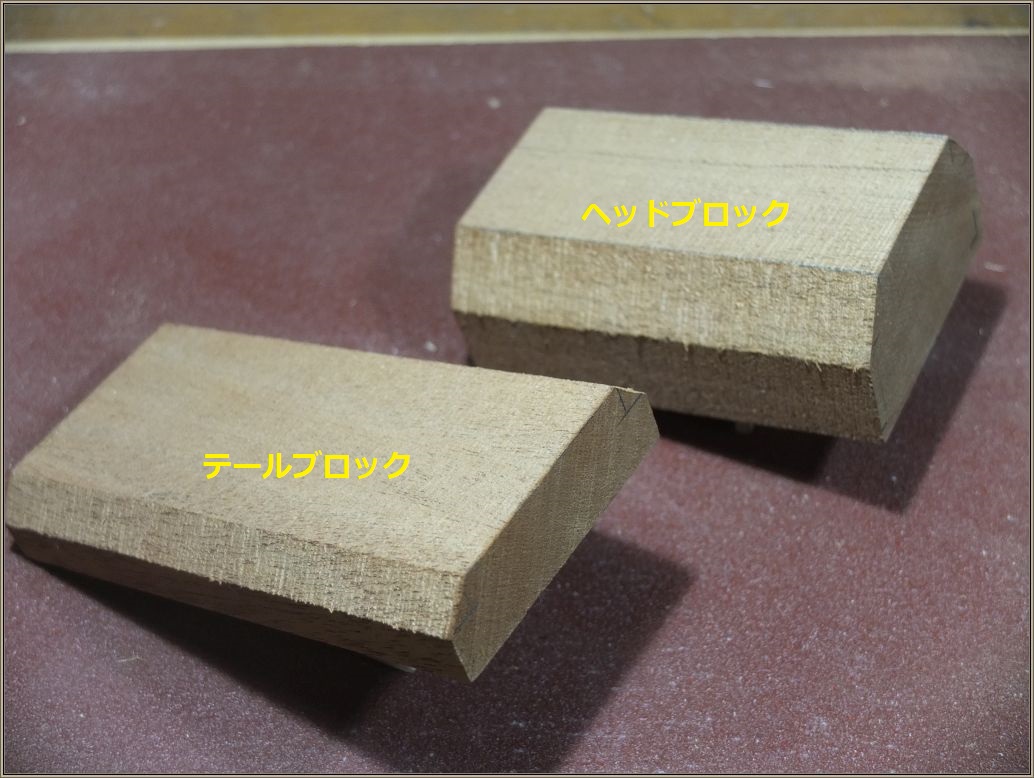
バンドソーでカットした直後のブロック。
ヘッドブロックは「ひさし」の無いコンベンショナルな形状。 「ひさし」に関する適当な資料が無いこととひさし無しブロックの方が作業が容易と判断しました。
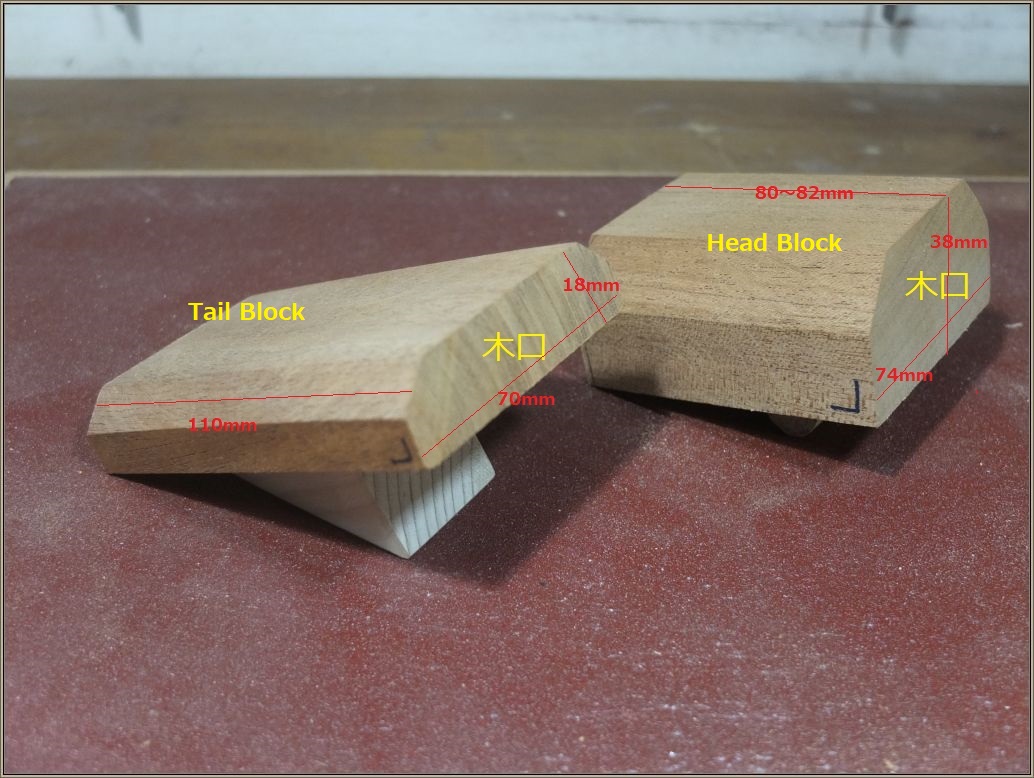
スペックに従い面出しをしたブロック、接着時改めて加工します。
注)ヘッドブロック幅は70ミリから74ミリとしました。
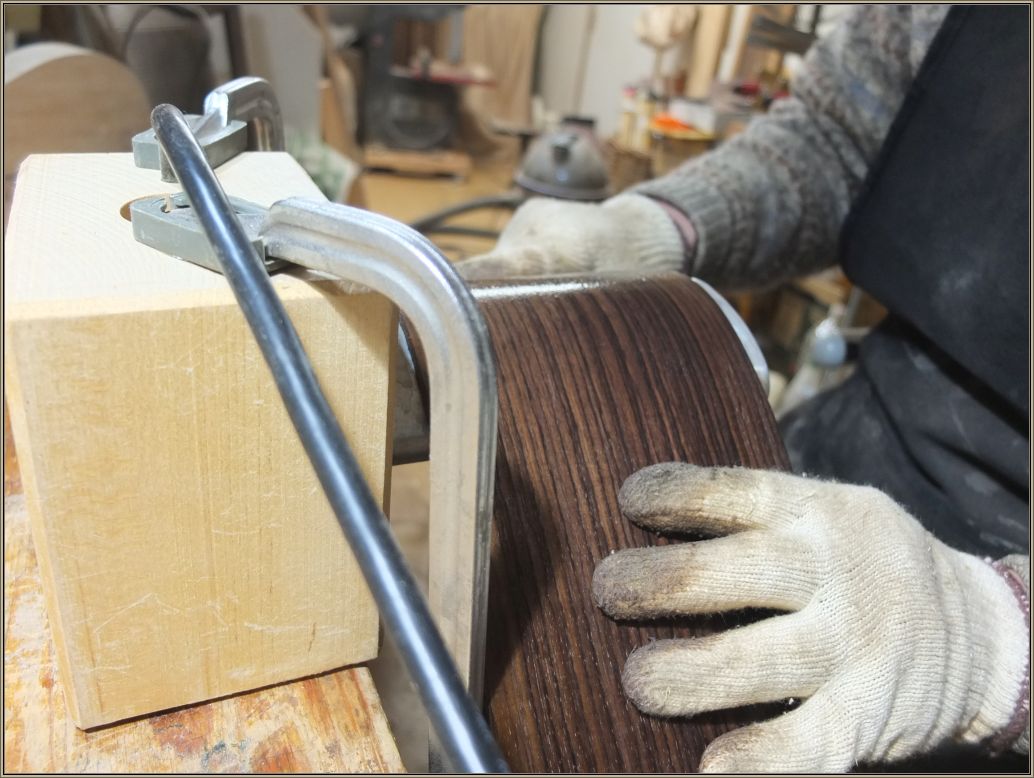
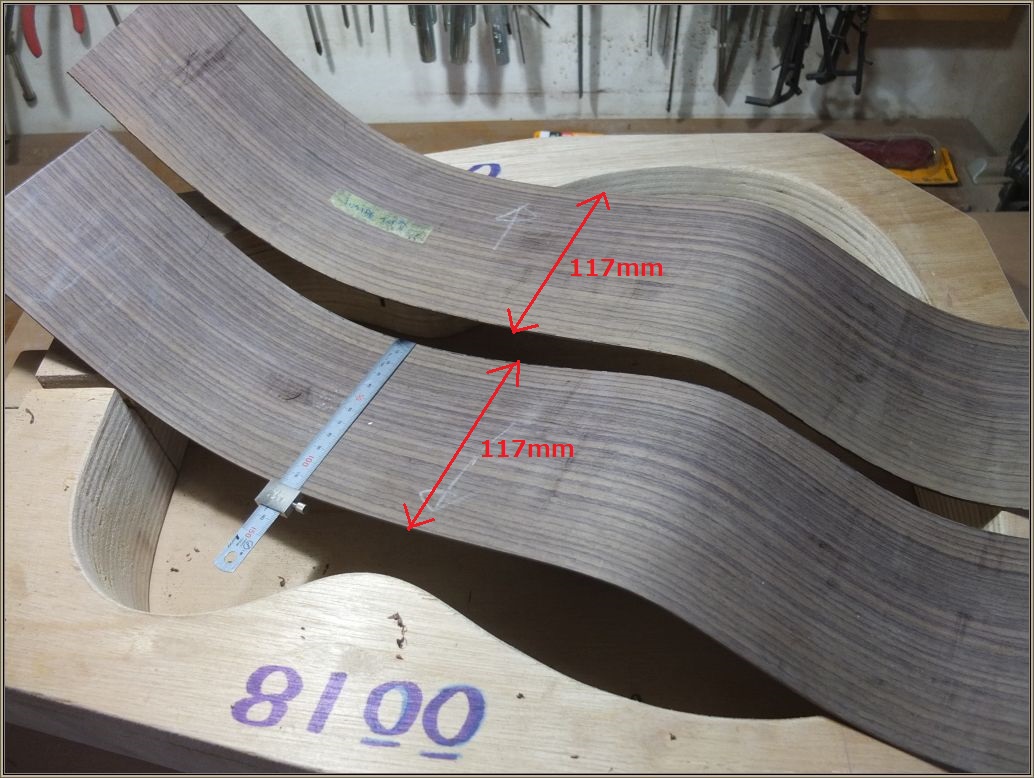
予めサイド材の曲げるポイント3カ所に印(マスキングテープ)をつけてから作業します。 (左下) アイロンの熱で蒸発した水分を刷毛で補充しながらまげて行きます。 (下) 力は均等に無理をしないで押し曲げていきます。曲げの程度は最終の形状まで曲げる必要はありません。最後はモールドに固定することで完成させます。
曲げるポイントは3カ所、全体がこのような形状になればOK、これらの3カ所を集中的に曲げていきます。
ローズウッドは吸水性が強い分、アイロンの熱で蒸発するのも早いのでこまめな水分補充が必要です。
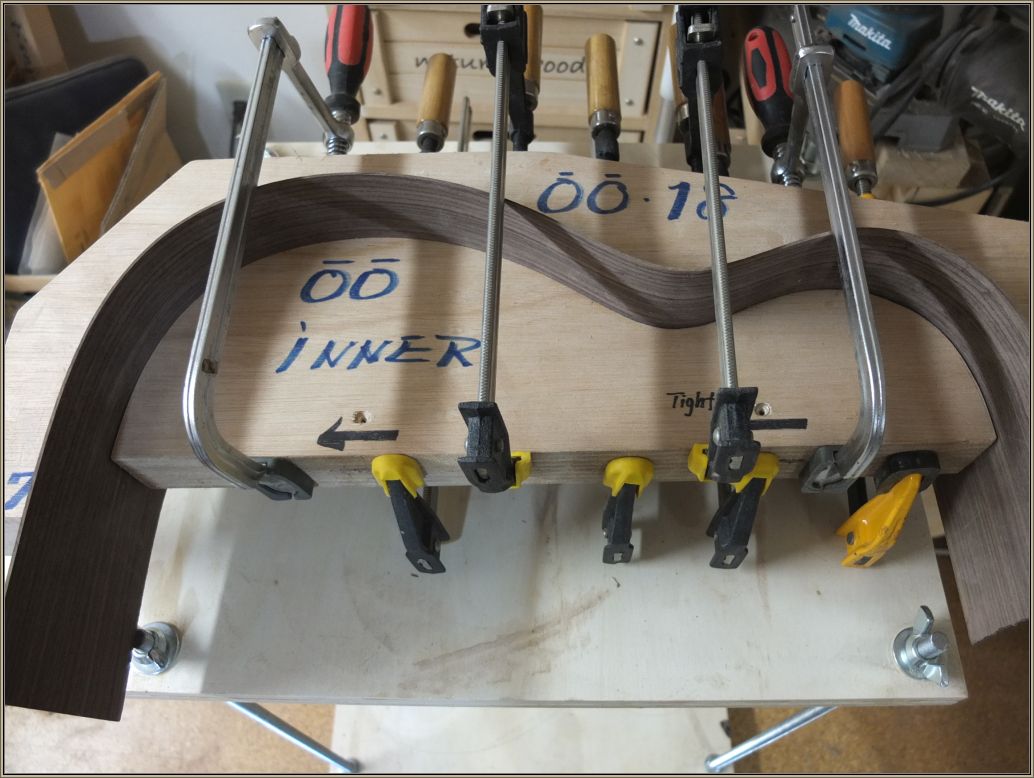
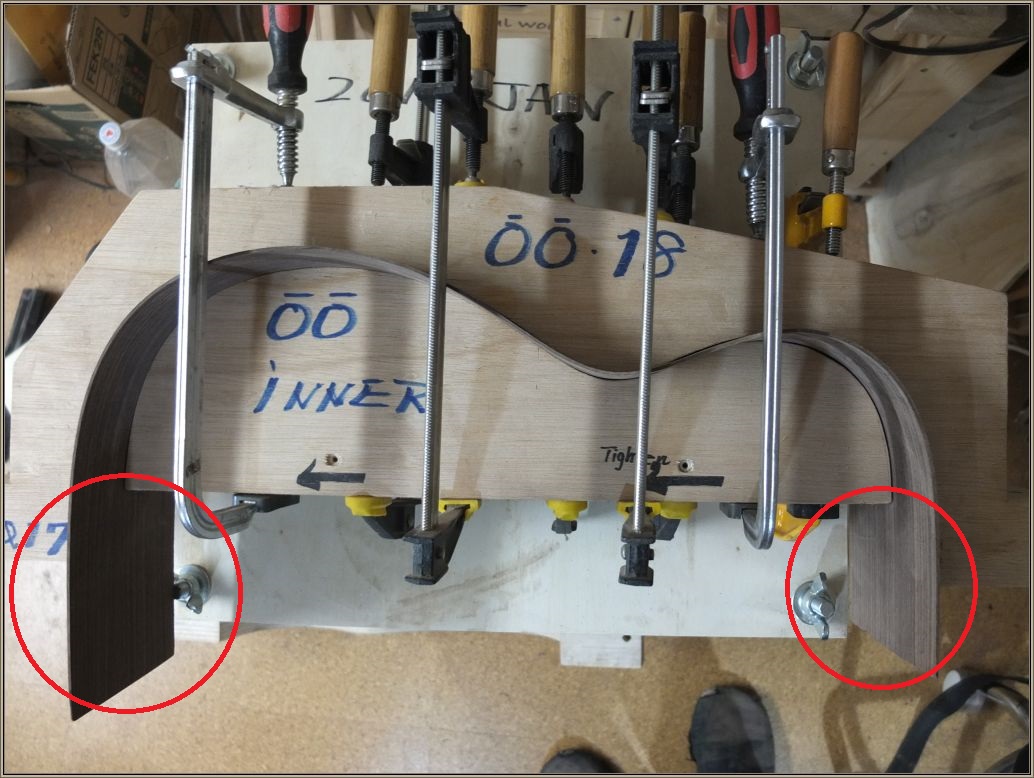
適度に曲がったサイドをモールドにセットし、クランプで一気に締め上げます。サイド材にはまだ水分が多少含まれているので割れることはありません。
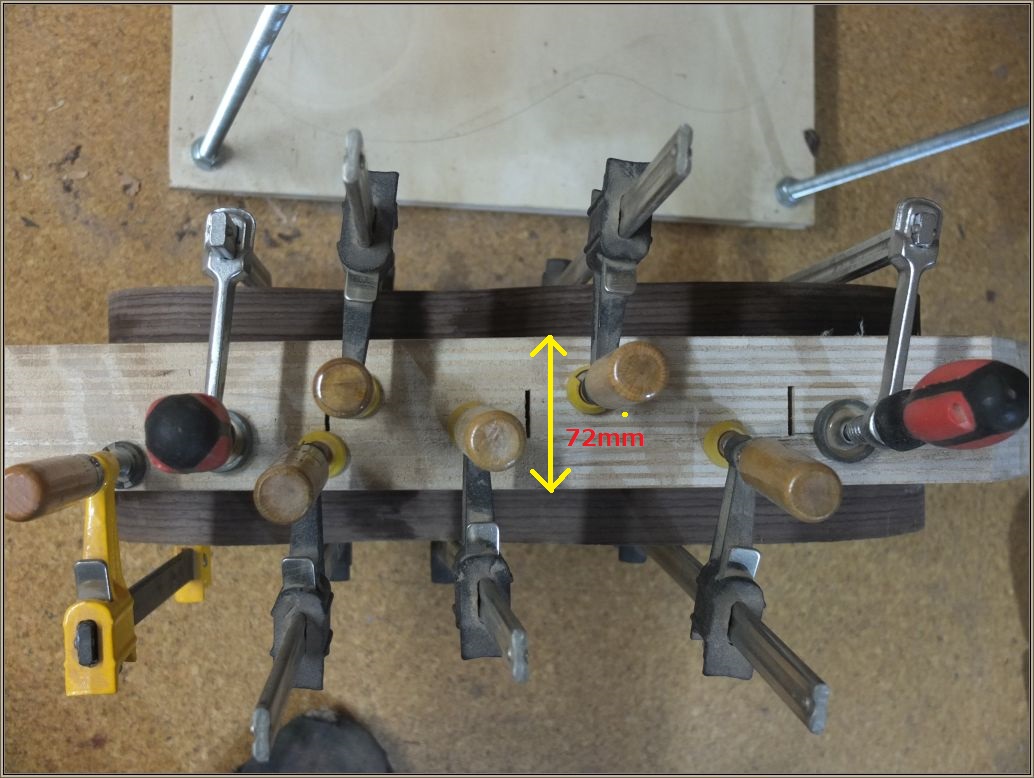
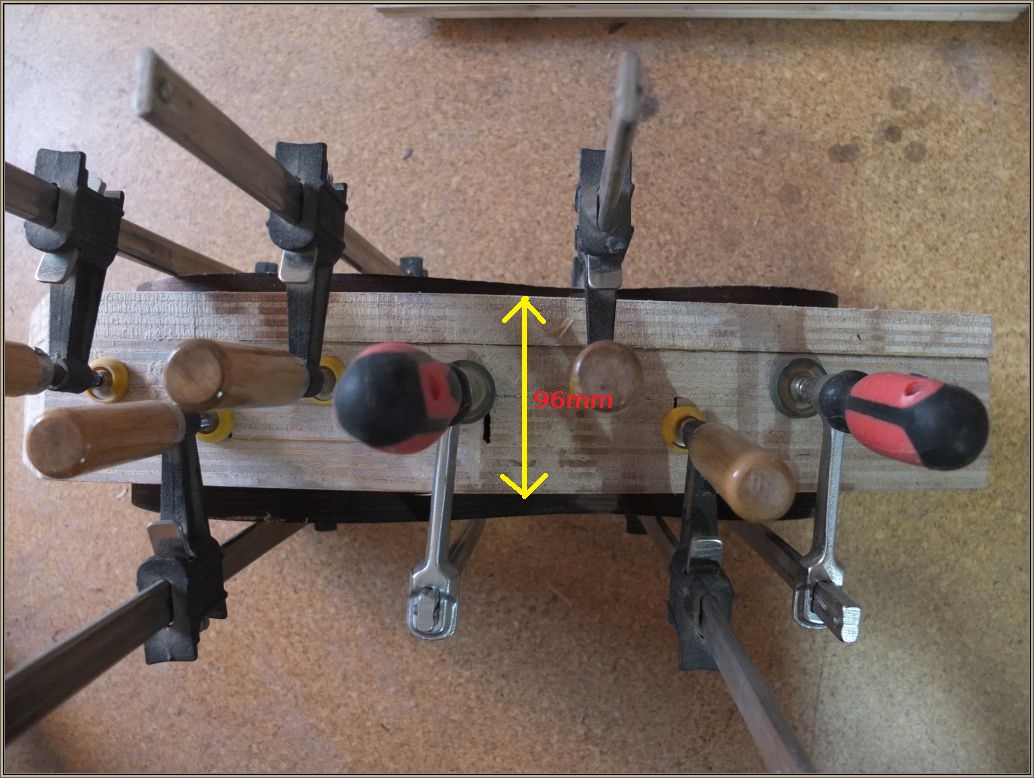
(左側) 合板1枚追加し4枚となったOuterと2枚重ねのInner。 (左下と下) 2つ目のサイドを合板4枚(96ミリ厚)のモールドに固定、こちらの方が安定感があります。
本来はベンディング前の作業ですが、ここでサイド材の幅を調整します。 (左写真) モールド底にゲタ(合板1枚分)を2カ所履かせることで、サイド材が反対側で1センチほど飛び出すことになります。この飛び出した部分を切断する作業です。サイド材の幅は12センチ強あるので1センチほどの幅カットは問題ありません。
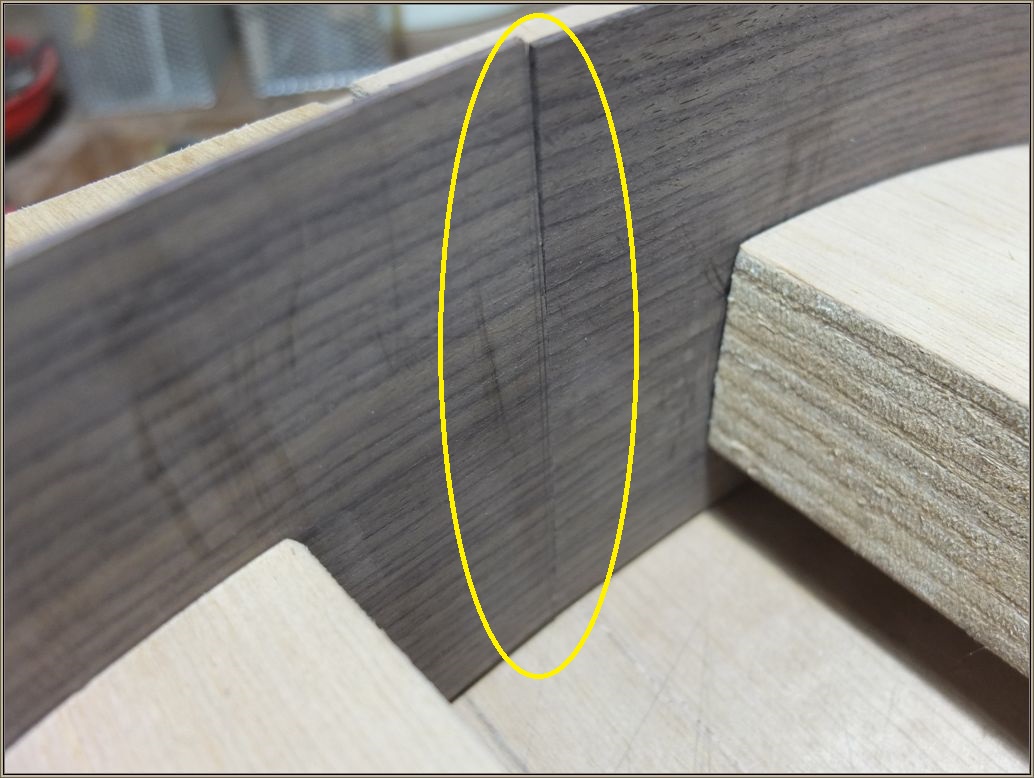
(左側) トップ側が1センチほど飛び出しています。この作業は精度が求められるのでサイド材がモールドが正しい位置で隙間なく固定されていることを確認します。 (下の写真2枚) 飛び出した部分をカット、カンナで慎重に削っていきます。
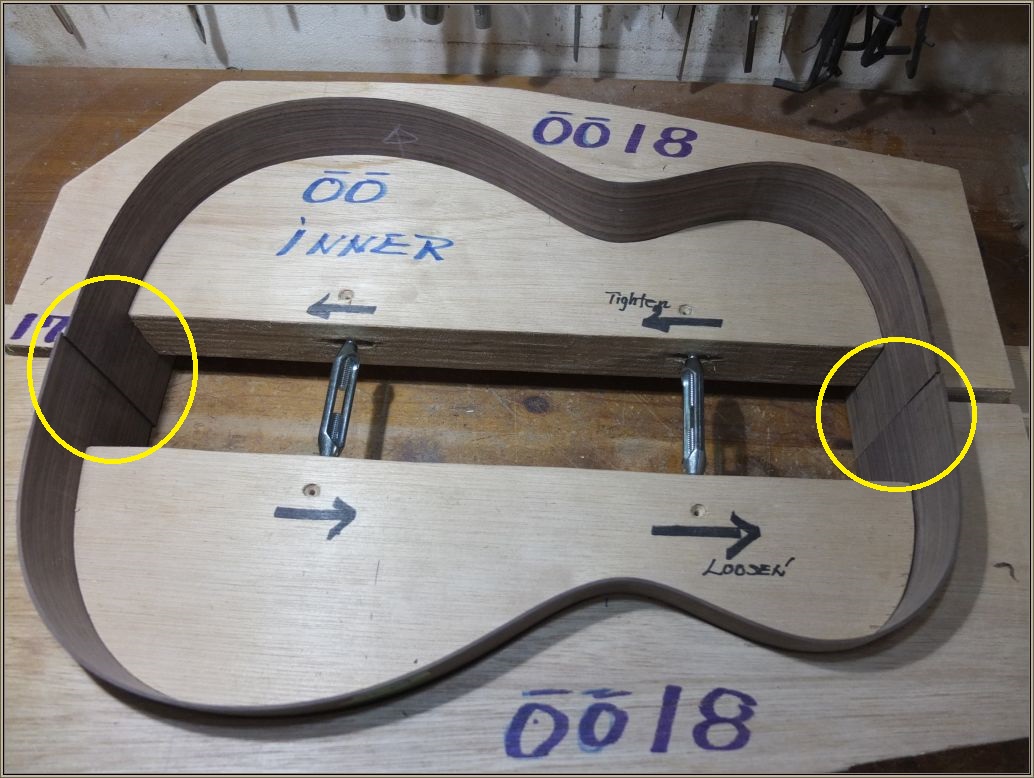
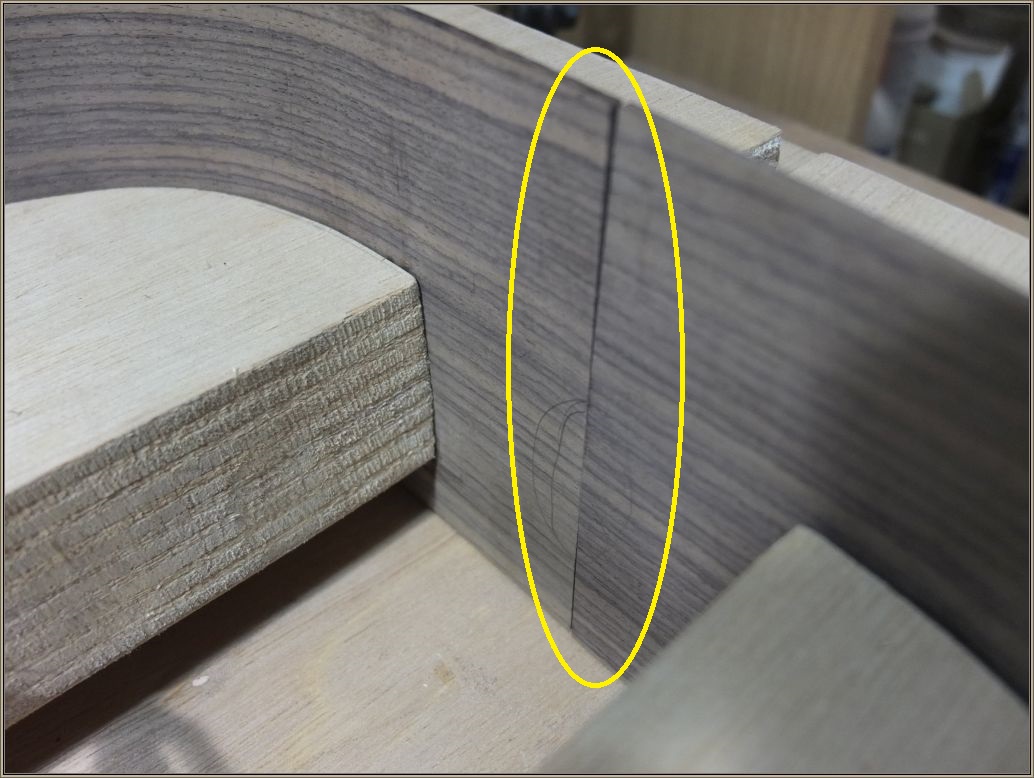
(長さ調整) サイド材の余った部分を切断します。 モールド端に従って罫書し、切断位置を決めます。
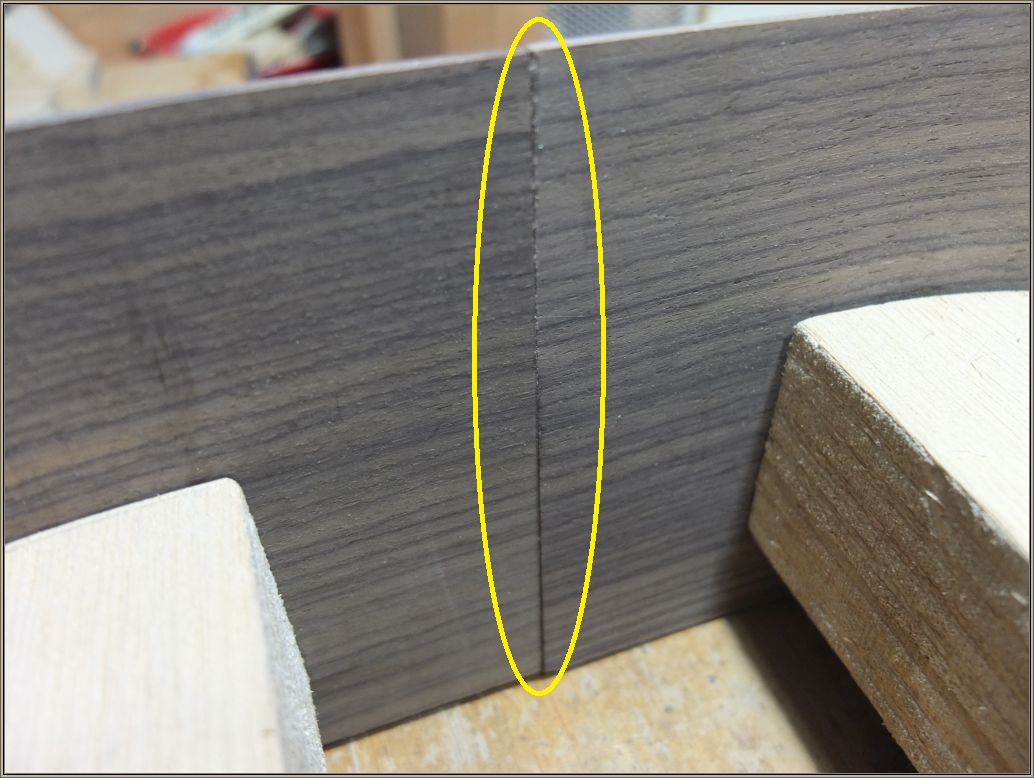
(左) 長さを調整したサイドをモールドに固定、この時、インナー下に合板片を入れることでインナーがアウターの丁度中央の位置となり、クランピングが安定します。 (左下) ネック側はほぼOK、ペーパーで修正出来ます。 (下) テール側は2ミリほど重なり合っているので、サイドそれぞれ1ミリずつカットします。
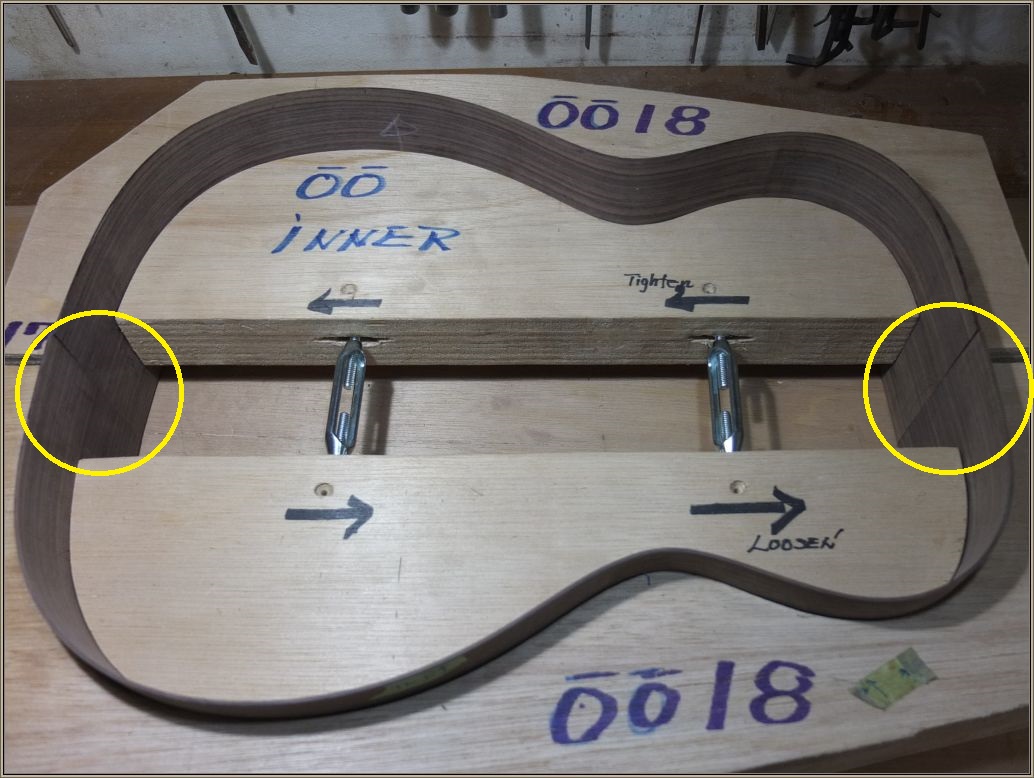
(左) カット後、再びモールドに固定。
(左下と下) ネック側とテール側、両方ともOKとします。ブロック接着時もう一度チェックします。
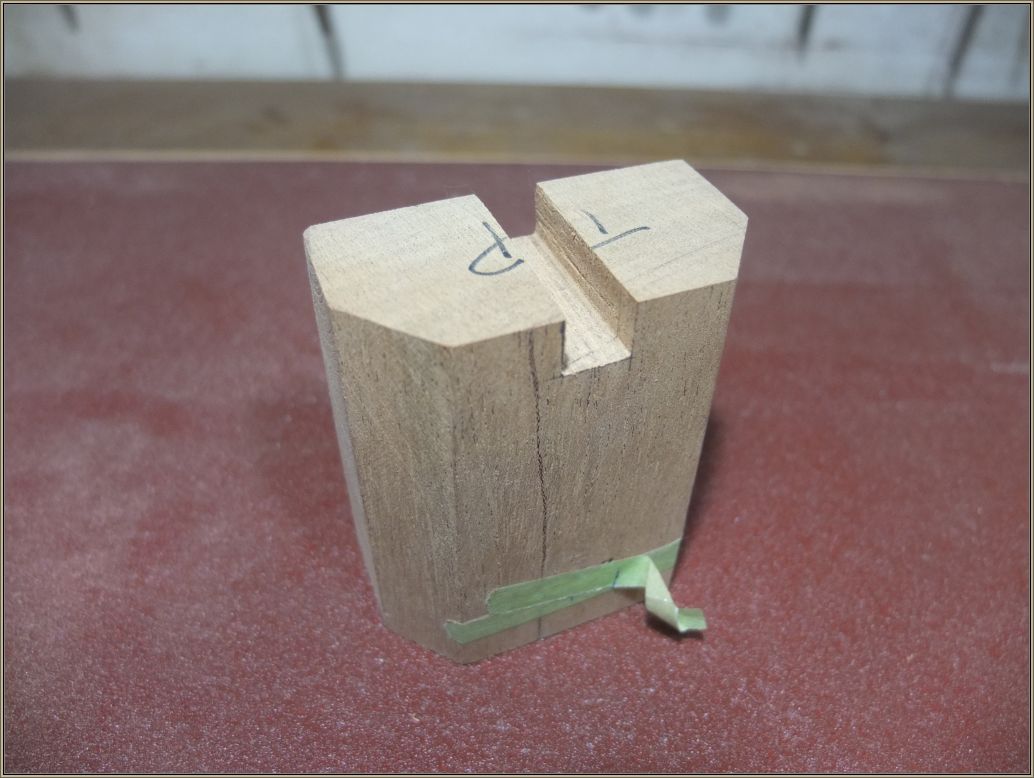
ネックブロック、テールブロック接着面のアール加工
(左) モールド接着部に#120を貼り、テールブロックの接着面をサンディング。 (左下) 最初は写真のように端の部分から研磨されます。 (下) 徐々に全体が研磨されてきます。
《トラスロッドの溝彫り》 トラスロッドはボディ側で調整する関係で、ロッドはネックブロックを通過します。 従って予め写真のような溝を加工しておきます。
ネックとボディを接合してから溝加工するのが一般的のようですが、ボディ全体を固定するツールがないため、別々に加工します。
ロッドはまだ手元にありませんが、幅12ミリ、深さ10ミリのロッド溝を加工。
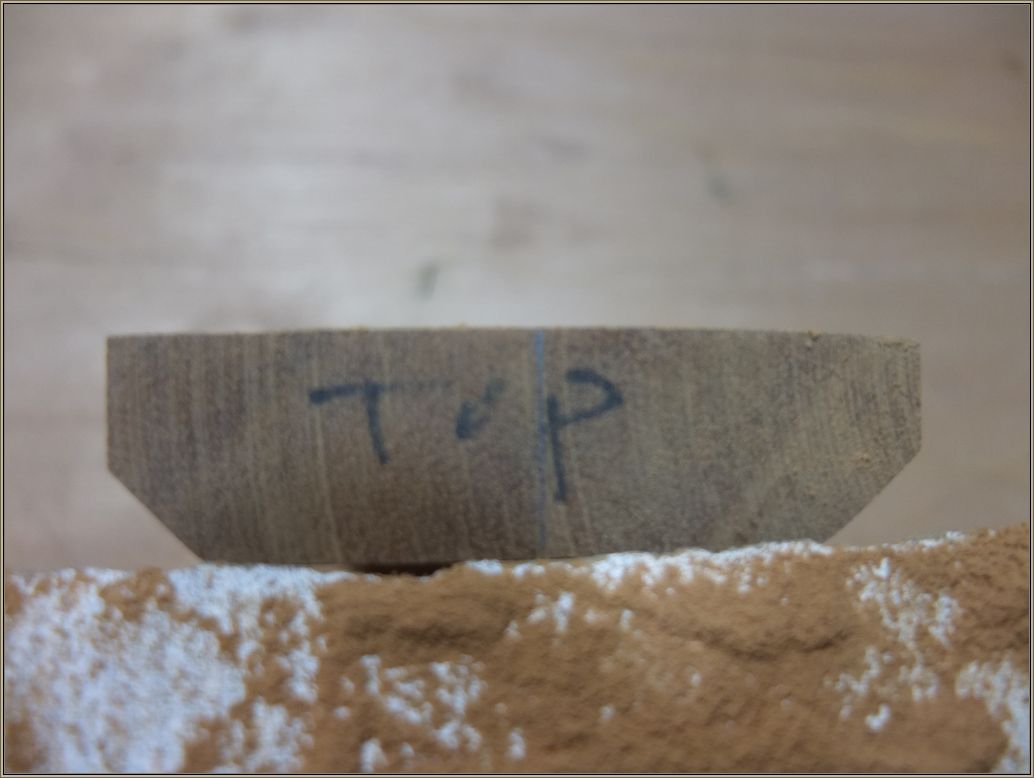
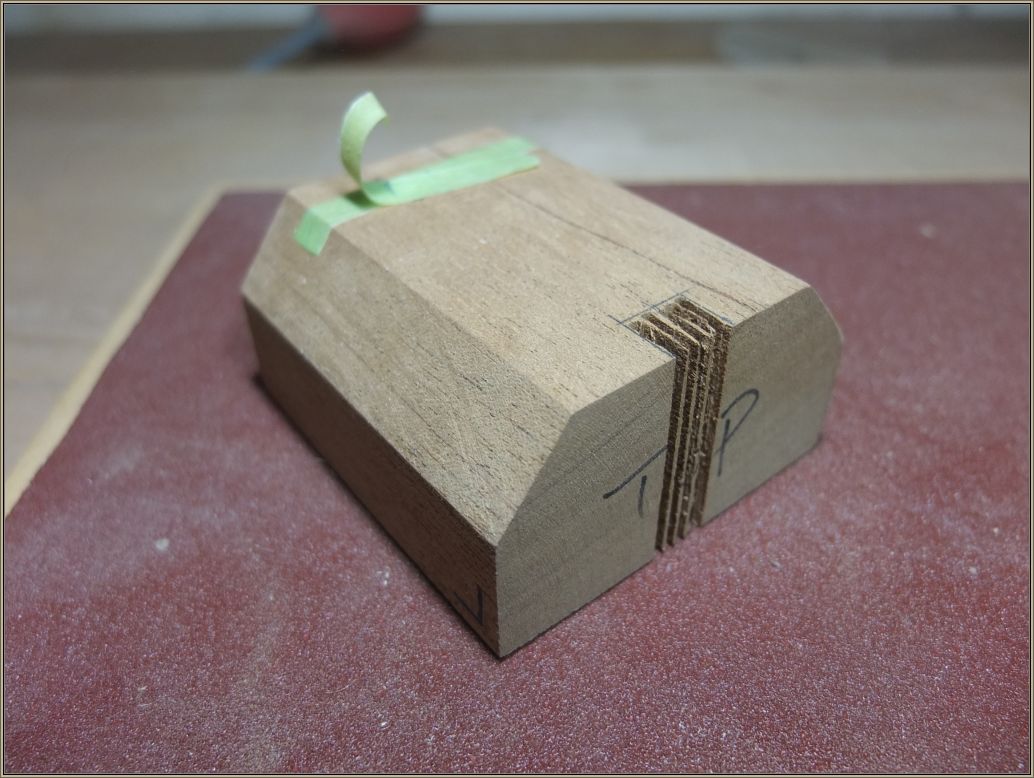
最後にずっと気になっているサイドの幅、トップ側を基準にして「12センチ弱」にカットしました。 3ミリほどのカットなのでカンナで作業・・
明らかにベンディング前の作業、手順を間違えると面倒です。