| e_mail | Home | about |
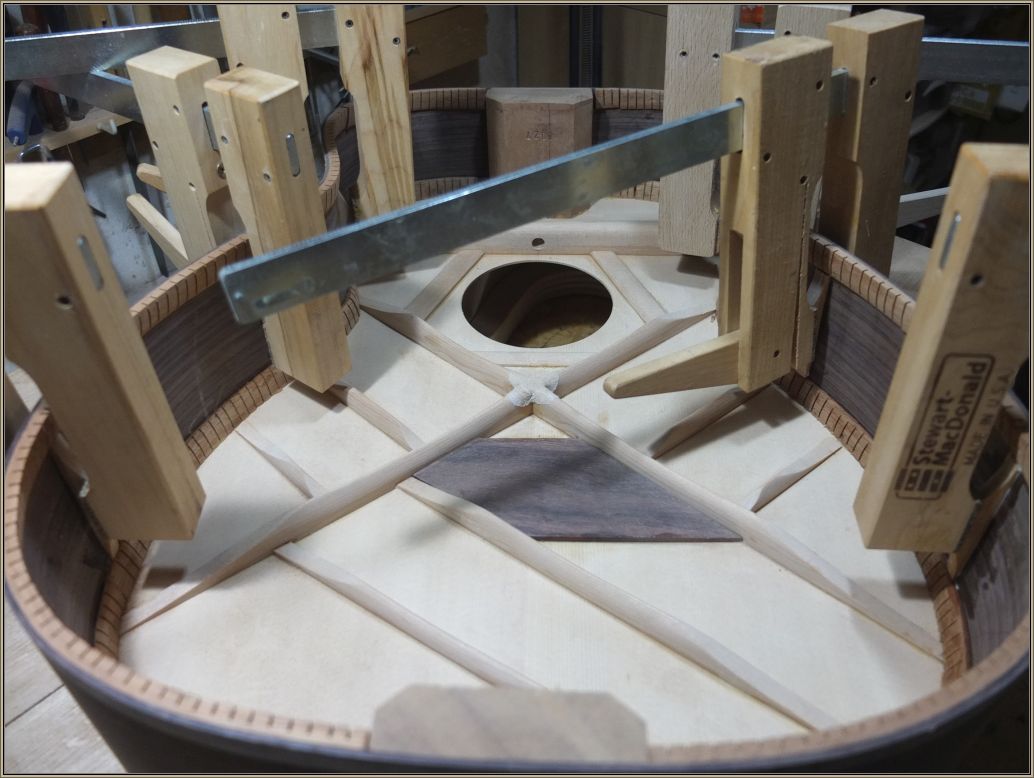
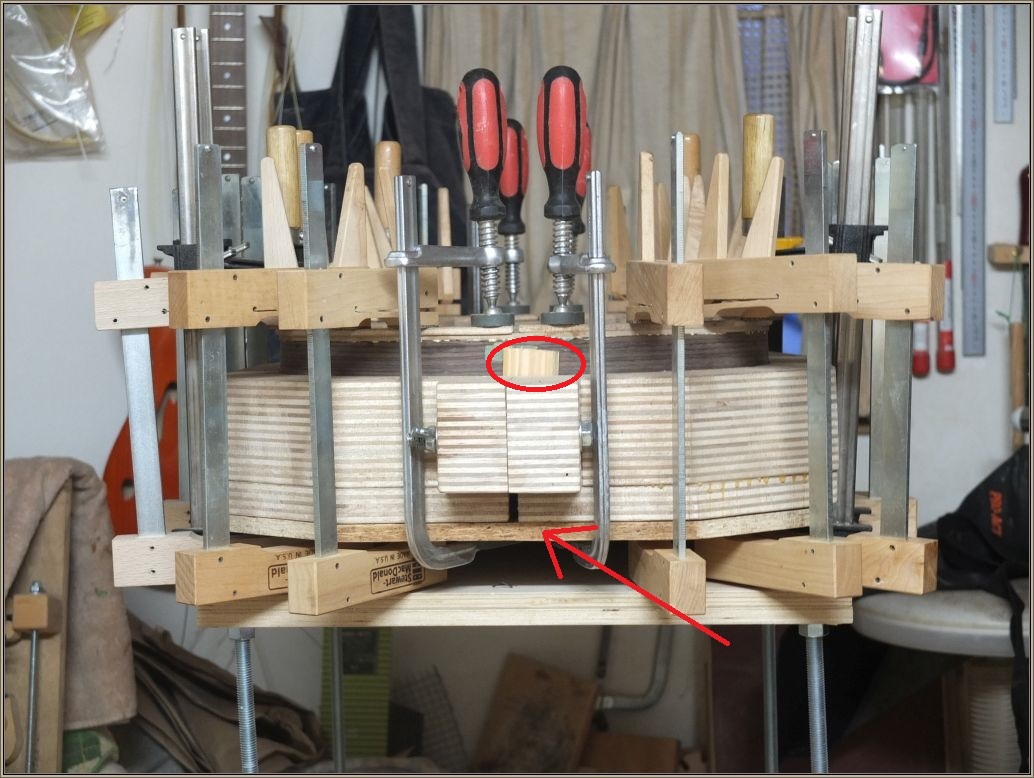
上記のインナーをモールドにセットした写真 下の底板ごとクランピングするのでサイド端にかかる負荷が軽減します。
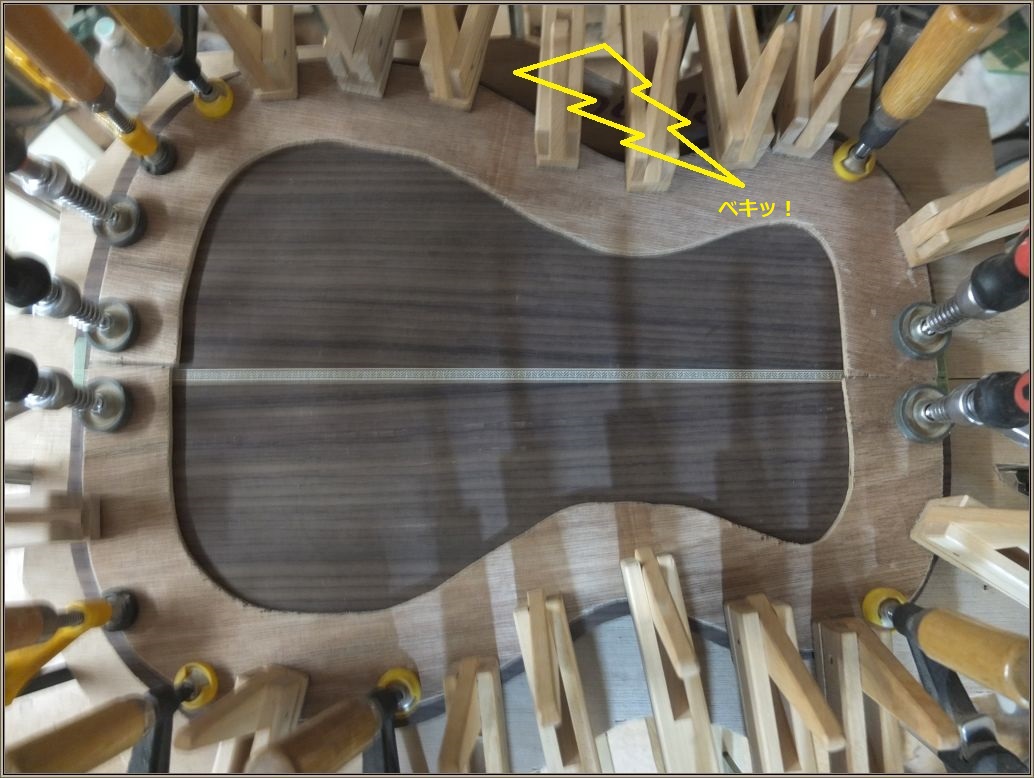
アイロン、濡れ雑巾、パレットナイフを使用する力作業。およそ40分ほど・・・
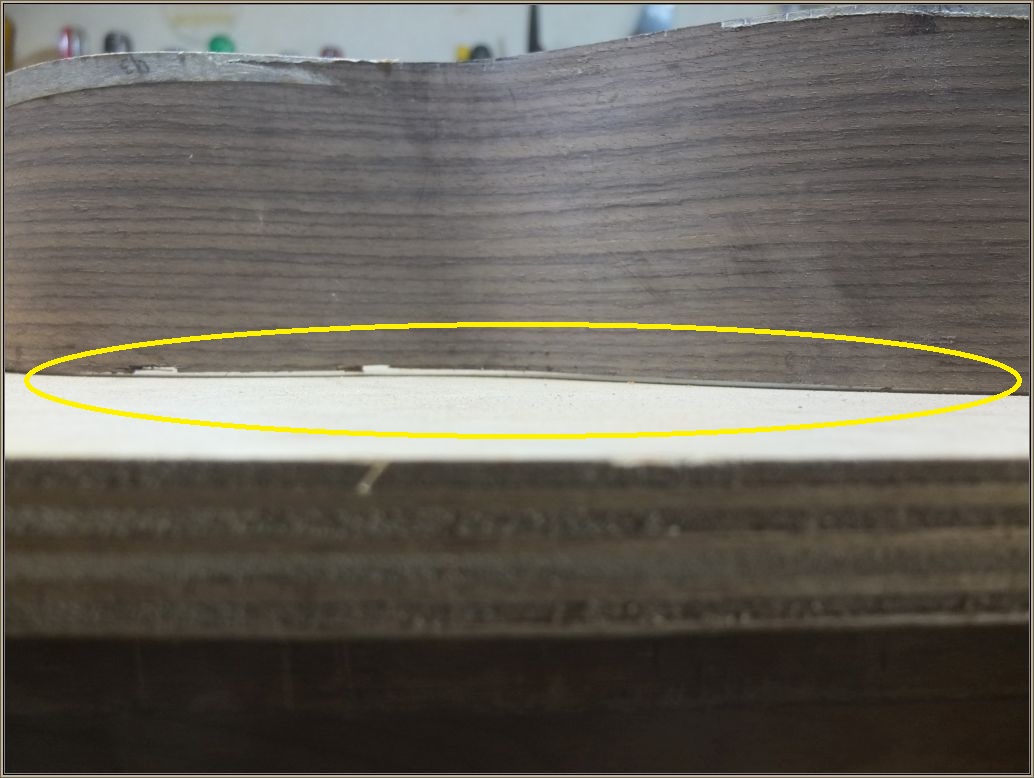
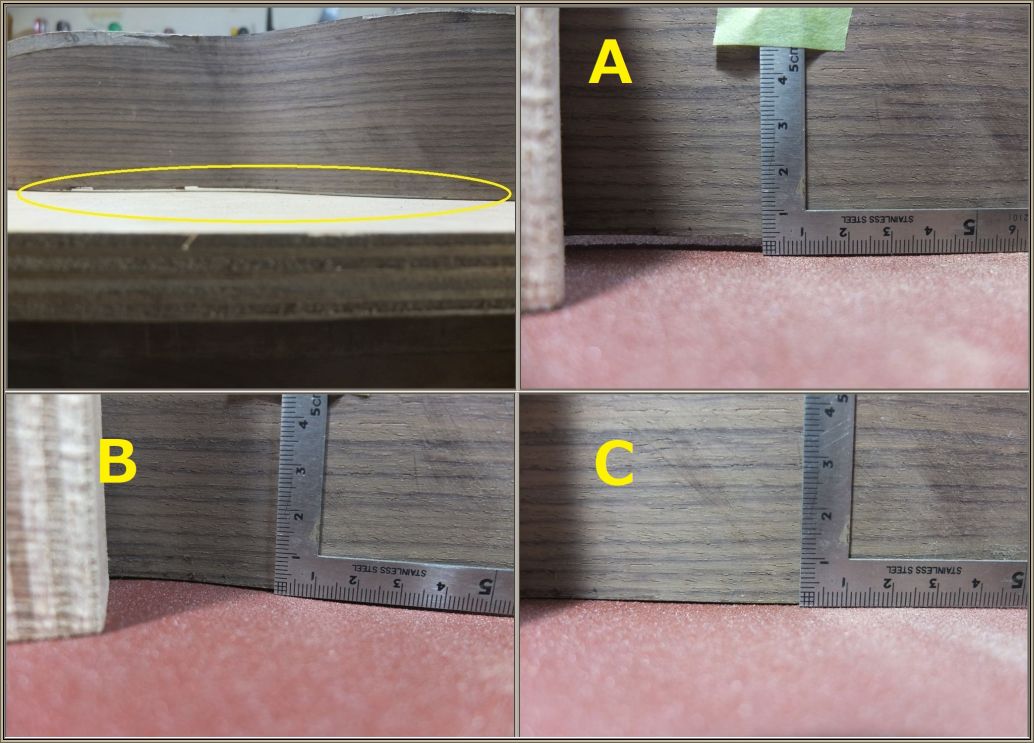
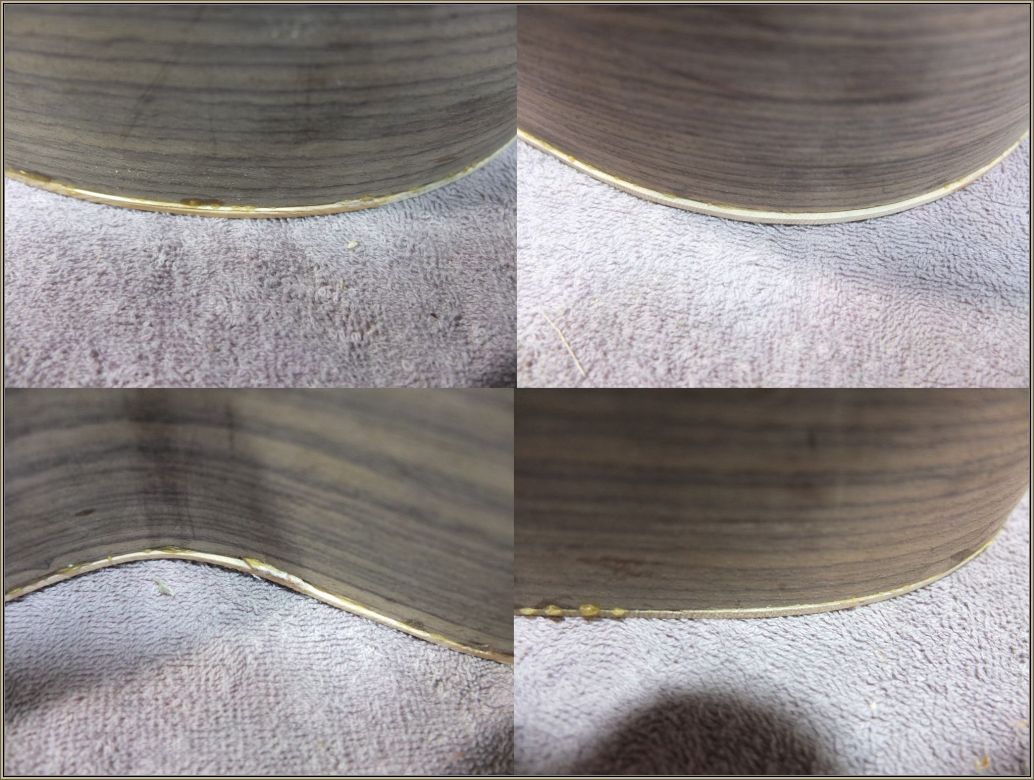
写真のようにトップボードは思ったより損傷してしまいました。どこまで修復できるか?
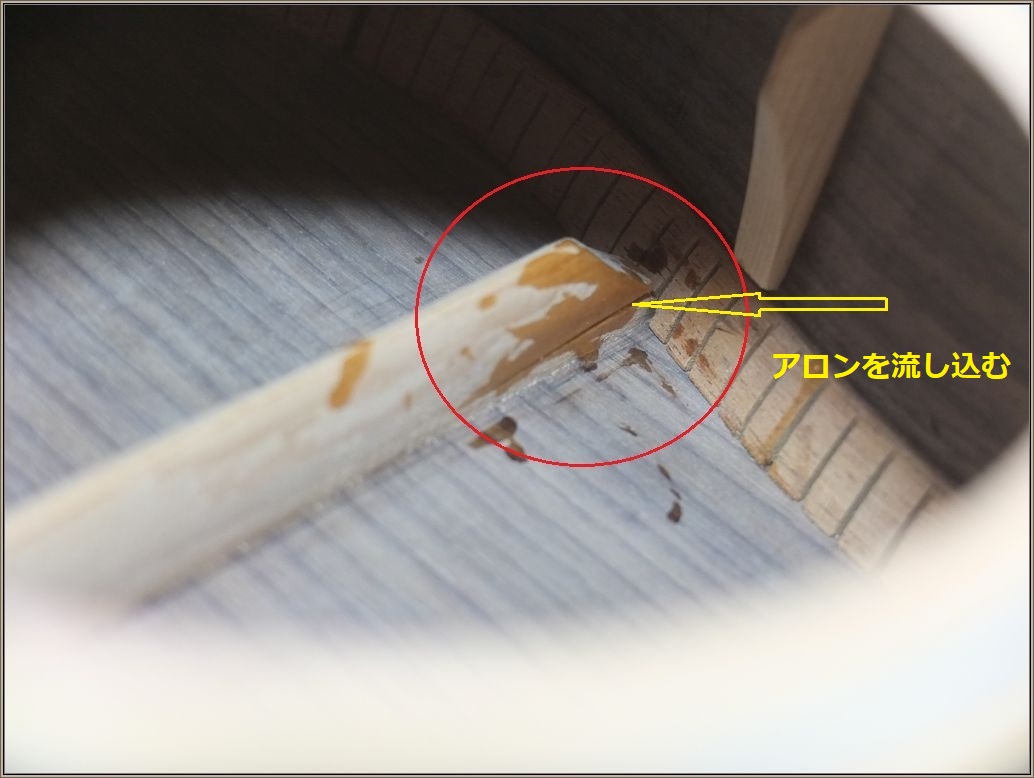
【主な損傷状態】 4か所ほど補修が必要であった。ヘッドブロック部はナイフがトップ材の中に入ってしまったための損傷・・・・ 加えてブレースとサイドの交差部分の損傷、この部分は剥がすのが難しい・・・・ 作業は低粘度アロンで剥がれた箇所を修復。
トップボードの主な損傷部分、しっかりと接着されました。
やっと元に戻りました。
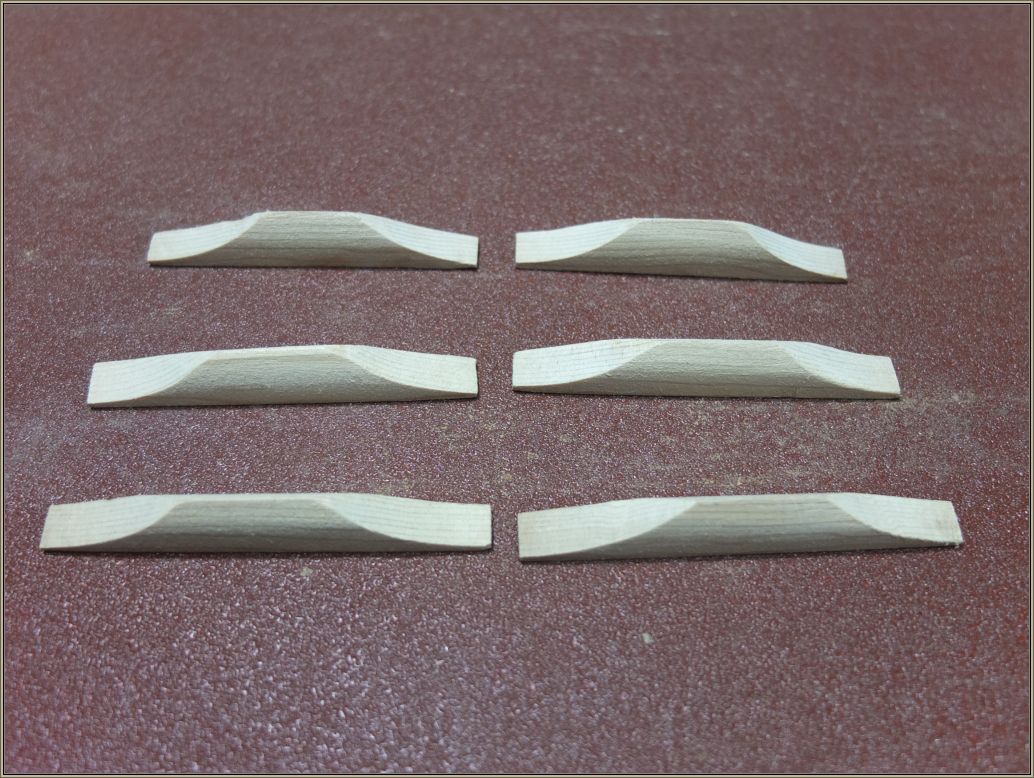
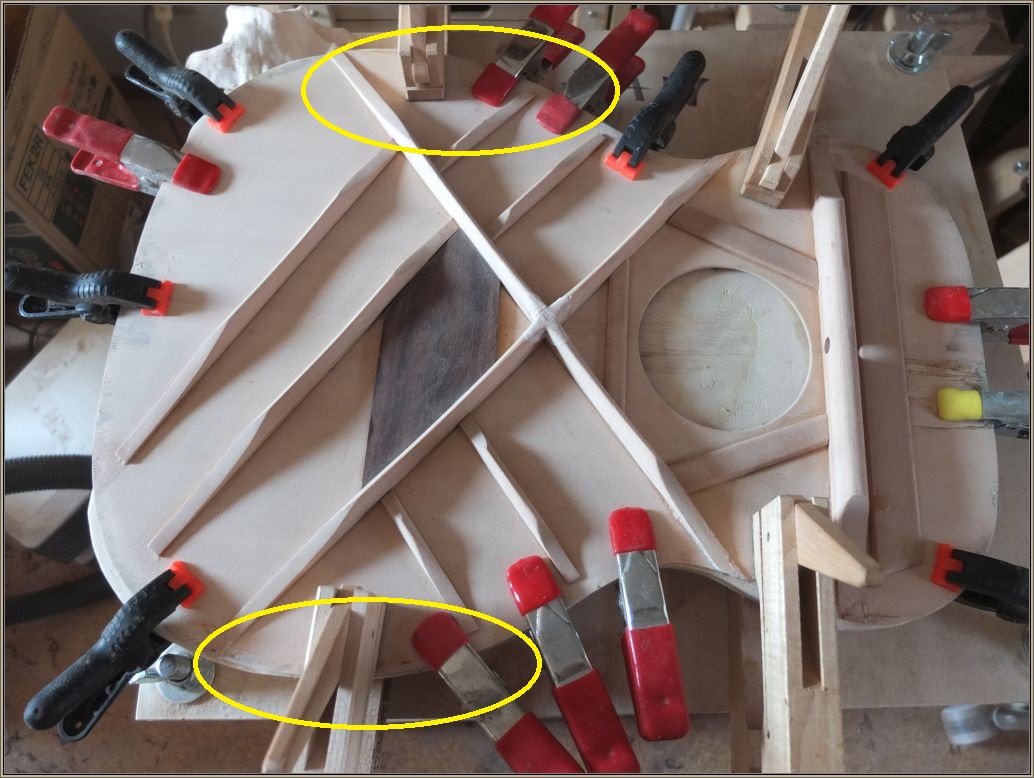
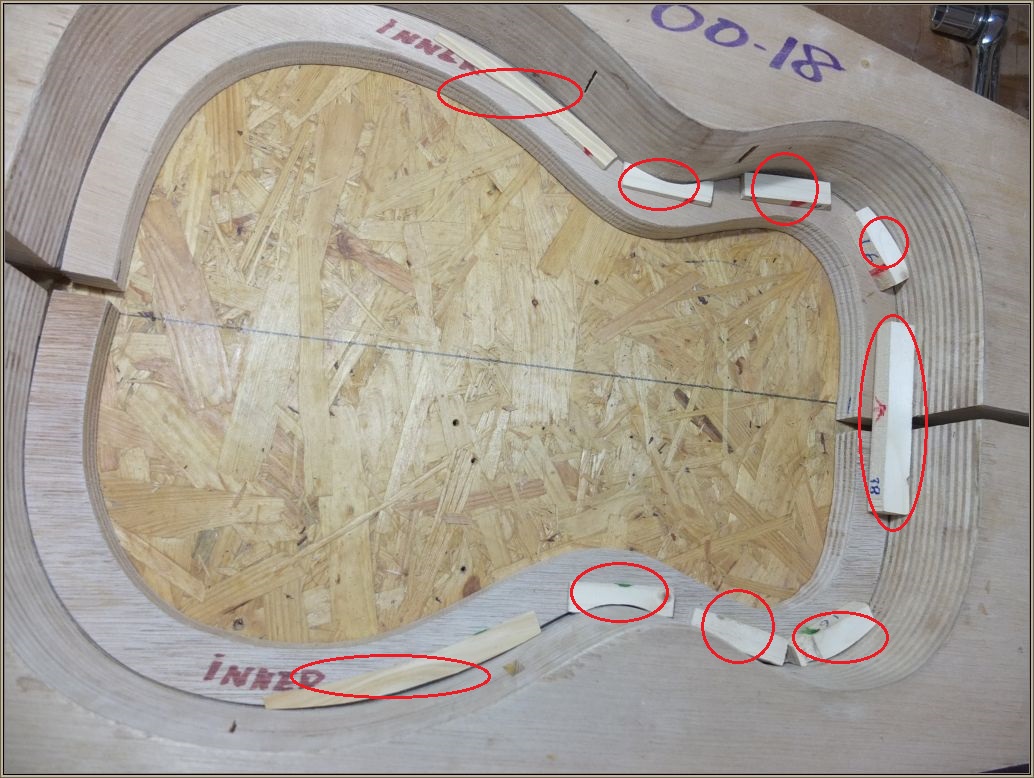
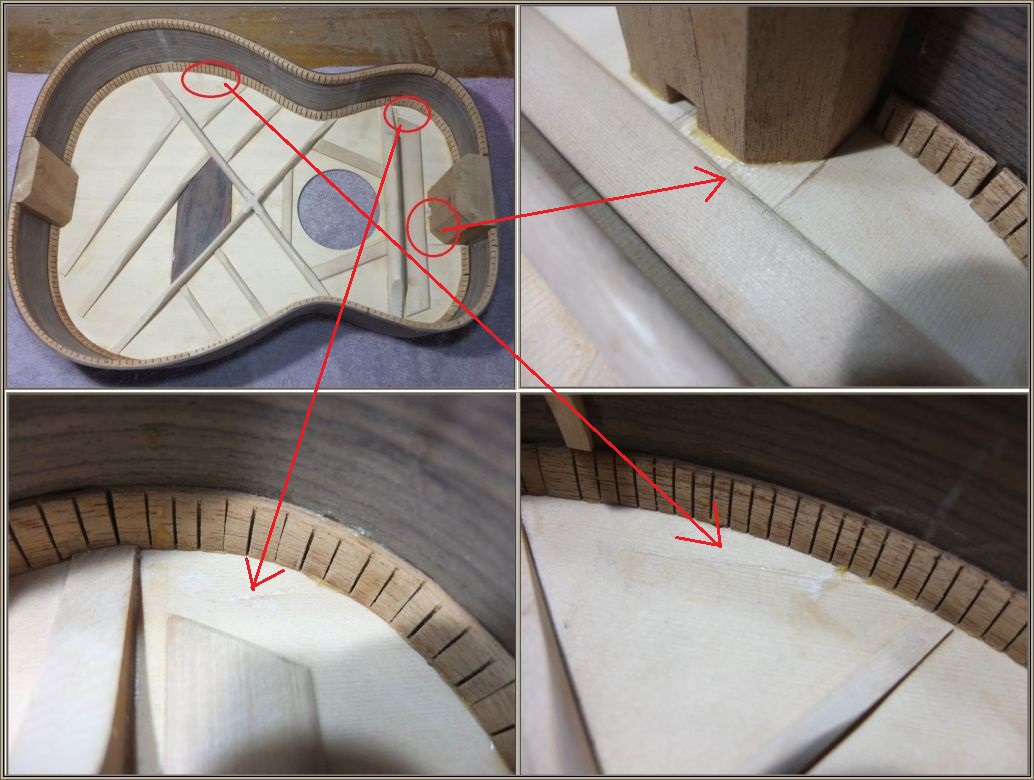
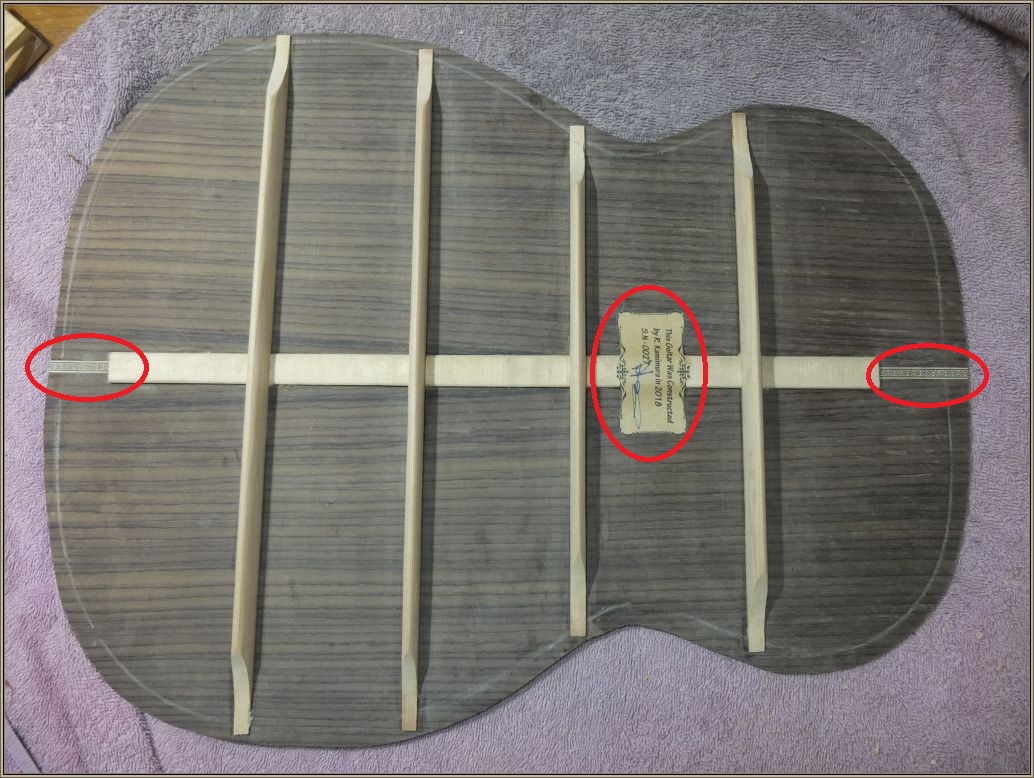
(左と左下) ようやくon track、まずボード接合部の補強パーツのブロック接触部分をカット。 (下) ブレースがサイドと交差する溝(8ヵ所)を加工してからドライクランピング、バックはアールがあるのでクランピング手順に注意、ブロック部分からスタートするのが基本。 パレットナイフで接合部に隙間がないことを必ず確認します。
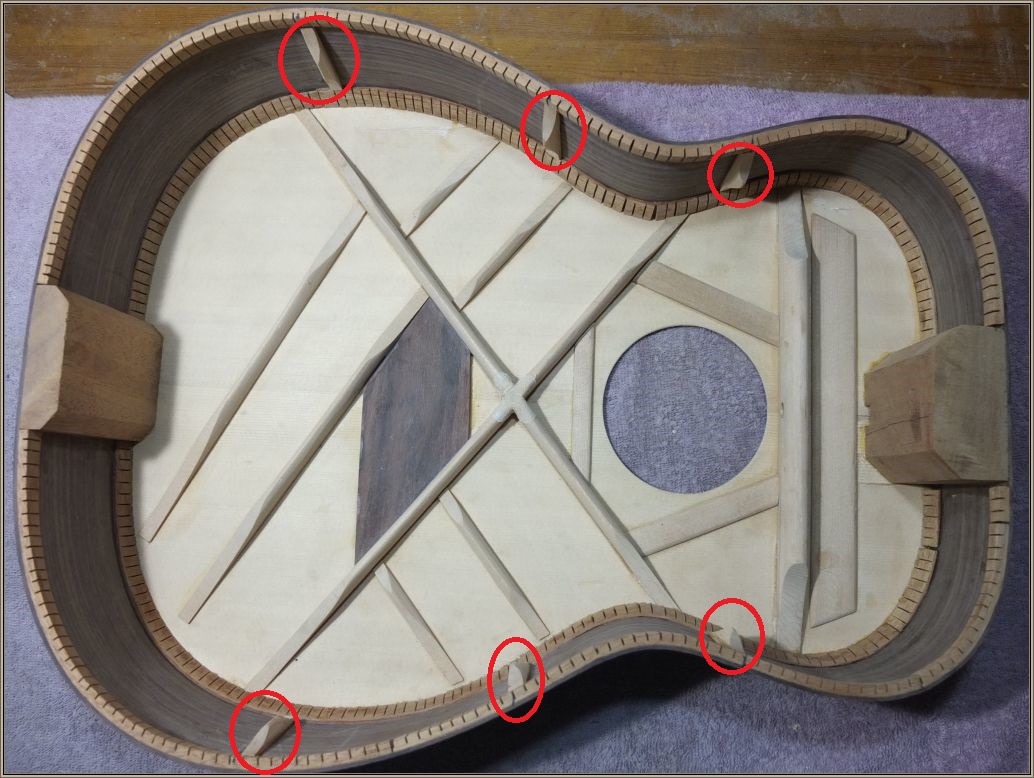
【飛び出し部のトリミング終了】
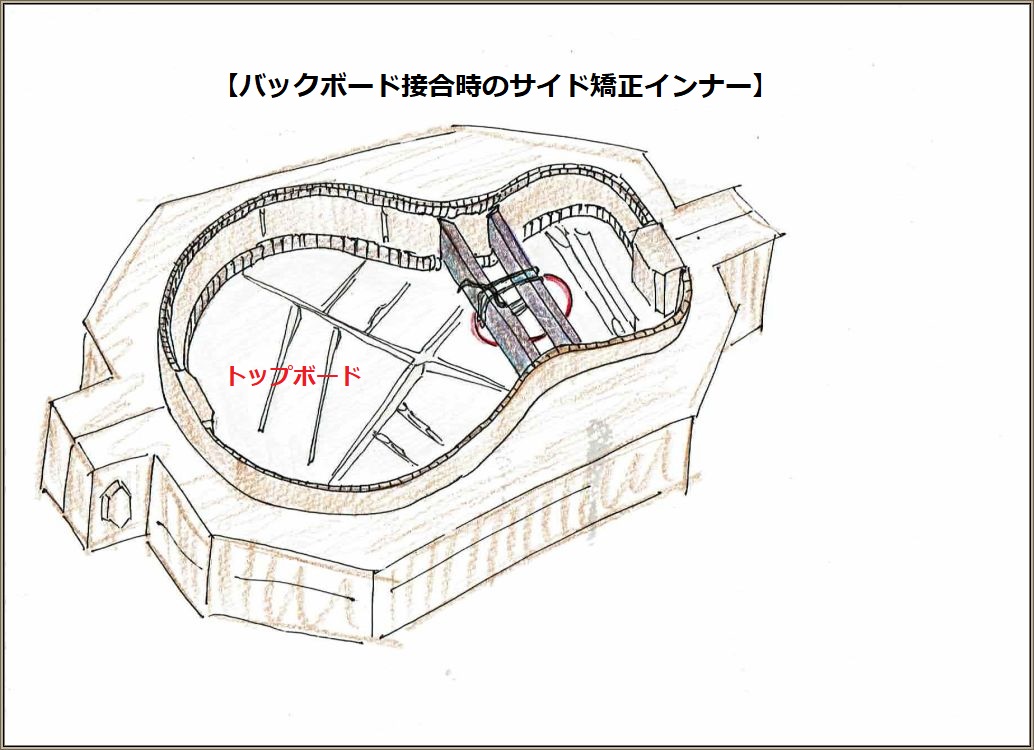
【サウンドホールから取り出せるインナー】 2枚の板を利用しウエスト部分を内側から矯正、2枚の板は紐で固定しておく。 バック接合後、紐を外すことで2枚の板をサウンドホールから取り出すことが可能。
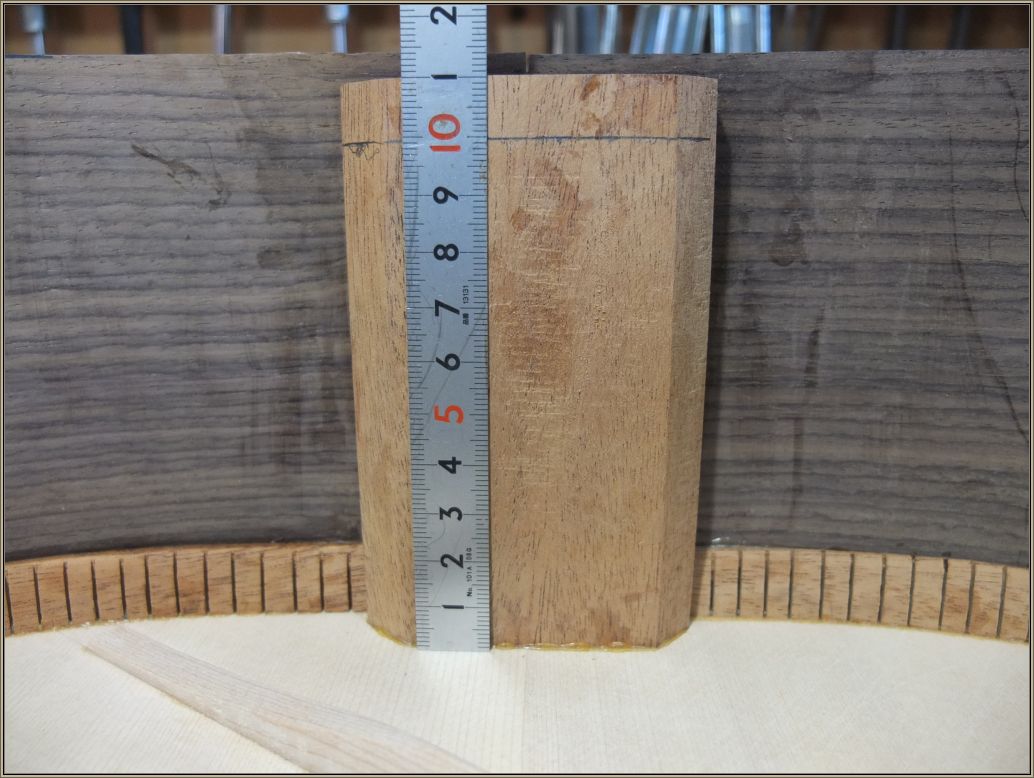
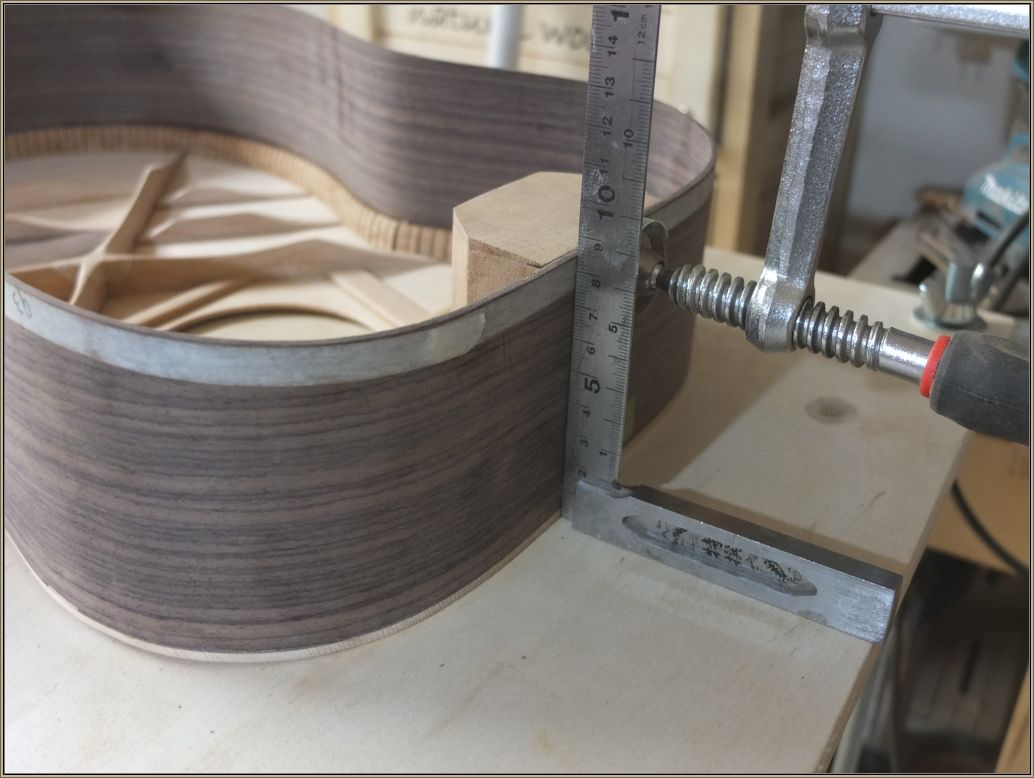
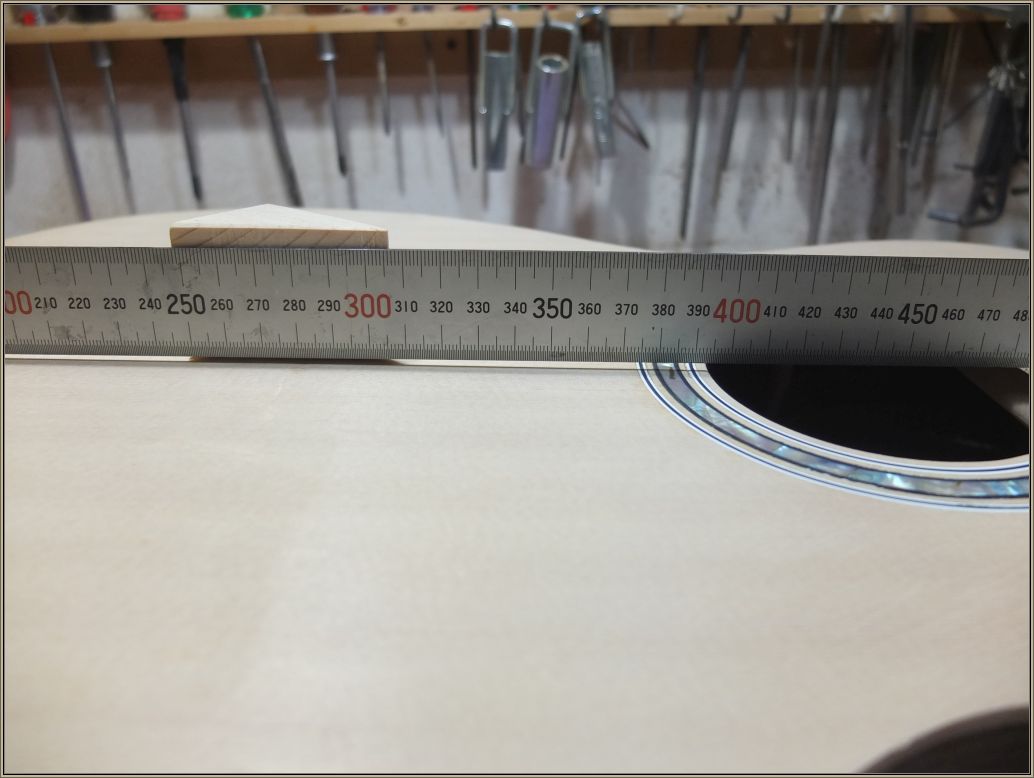
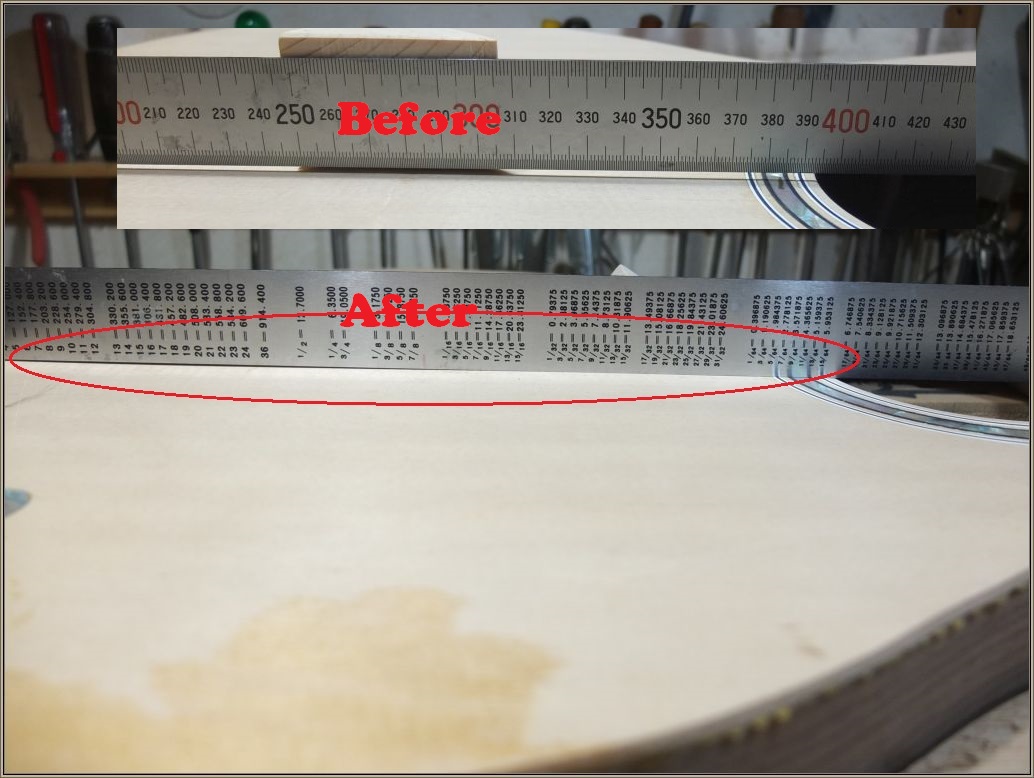
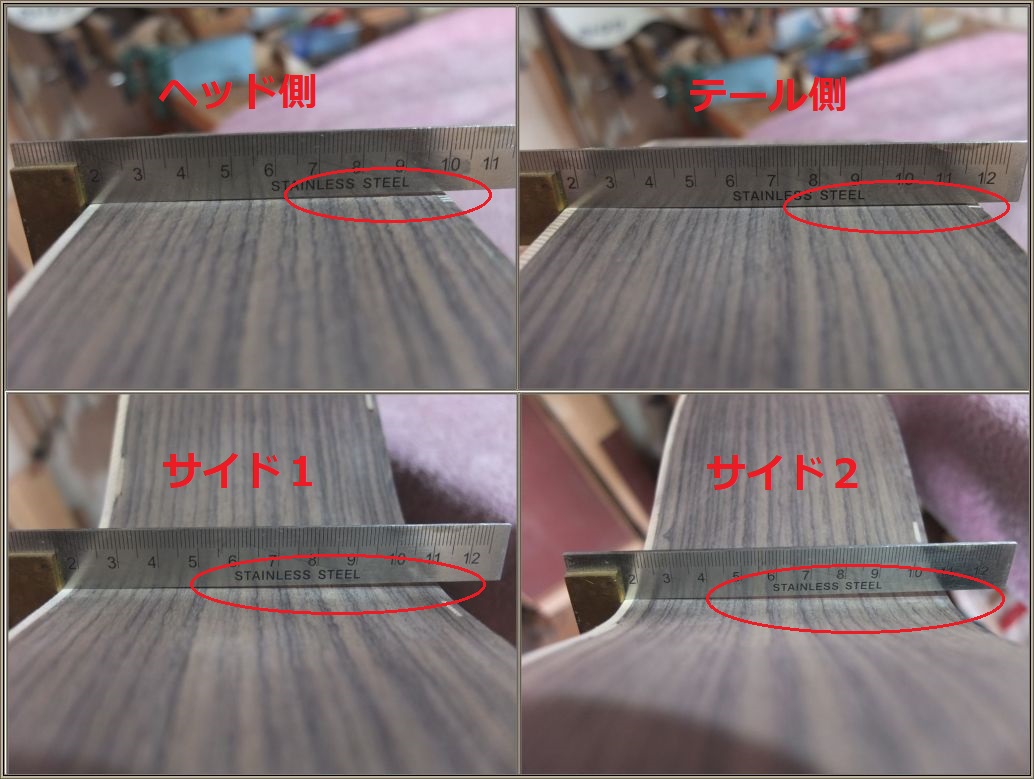
改めてサンディング(#180) OOサイズは実にいい形、ストライプの入ったローズウッドのバックもいいですね。 ボディの厚みを計測。ネック側で「84.5ミリ」、テール側で「108ミリ」でした。
次はネックです。